![]()
自動車分野の可視化技術|製造工程・品質管理・研究開発の事例
自動車分野で活用される可視化技術

自動車分野では、溶接、塗装、プレス、電池製造、空力評価、車内空調、センサー開発など、多くの工程で目視では把握しにくい現象が品質や生産効率に影響します。
可視化技術を用いることで、溶接中のヒューム・スパッタ、浮遊する異物、塗装ブース内の気流、車体周りの流れ、超音波の伝播などを映像として確認できます。原因の特定、条件比較、改善効果の確認に活用できます。
自動車分野で可視化できる対象と主な技術
可視化したい対象 | 主な技術 | 確認できること | 関連製品・技術 |
|---|---|---|---|
溶接ヒューム・スパッタ | 溶接可視化 / ハイスピード撮影 | 発生位置、飛散方向、集塵状況 | Shield View、ハイスピードカメラ |
シールドガス・プルーム | 溶接可視化 / PIV | ガス流れ、プルーム、エアナイフ効果 | Shield View、PIV |
異物・微粒子 | 微粒子可視化 | 発塵源、飛散、再飛散、集塵効果 | Apex series |
| 塗装ブース気流 | PIV | 気流分布、滞留、塗装ムラ要因 | PIVシステム |
| 車体空力 | PIV | 速度ベクトル、流れの剥離、ダウンフォース | PIVシステム |
| 車内空調 | PIV | 車内気流、吹き出し流れ、滞留 | PIVシステム |
| 超音波・センサー | シュリーレン法 | 波面、反射、伝播方向 | システムシュリーレンSS series |
溶接工程を可視化する

自動車製造では、アーク溶接、レーザー溶接、スポット溶接など、さまざまな溶接方法が用いられます。溶接中には、スパッタ、ヒューム、プルーム、シールドガス、溶融金属の動きなど、品質に影響する現象が短時間で発生します。
可視化技術を用いることで、溶接条件の違い、集塵状態、ガス流れ、ナゲット形成、スパッタ飛散を確認できます。
レーザー溶接|プルームとエアナイフの影響を可視化
レーザー溶接中に発生するプルームの挙動と、エアナイフによる制御効果を可視化した事例です。
プルームやヒュームは、レーザー光の透過や焦点位置、加工品質に影響する場合があります。可視化することで、ノズル位置、ガス流量、角度、溶接速度などの条件による違いを確認できます。
溶接ヒューム・スパッタの集塵状況を可視化
レーザー加工や溶接で発生するヒューム・スパッタの挙動と、集塵状態を可視化した事例です。
ヒュームはレーザー光の透過や光学系の汚れ、作業環境に関わるため、発生位置や流れ方を把握することが重要です。スパッタについても、飛散方向や集塵経路を確認することで、集塵位置、吸引条件、周辺設備への影響を検討できます。
TIG溶接|シールドガスの流れを可視化
使用した主な構成
- PIV Laser KLD series
- ハイスピードカメラPhantom TMX series
- PIVソフトFlow ExpertII 2D2C
TIG溶接中のシールドガスの流れを可視化し、PIVで定量評価した事例です。
溶接中のガス流れは目視で確認しにくい一方で、シールド性や溶接品質に影響します。PIVを用いることで、シールドガスの流速分布やアーク周辺の気流傾向を確認できます。
抵抗溶接|ナゲット形成とスパッタを可視化
使用した主な構成
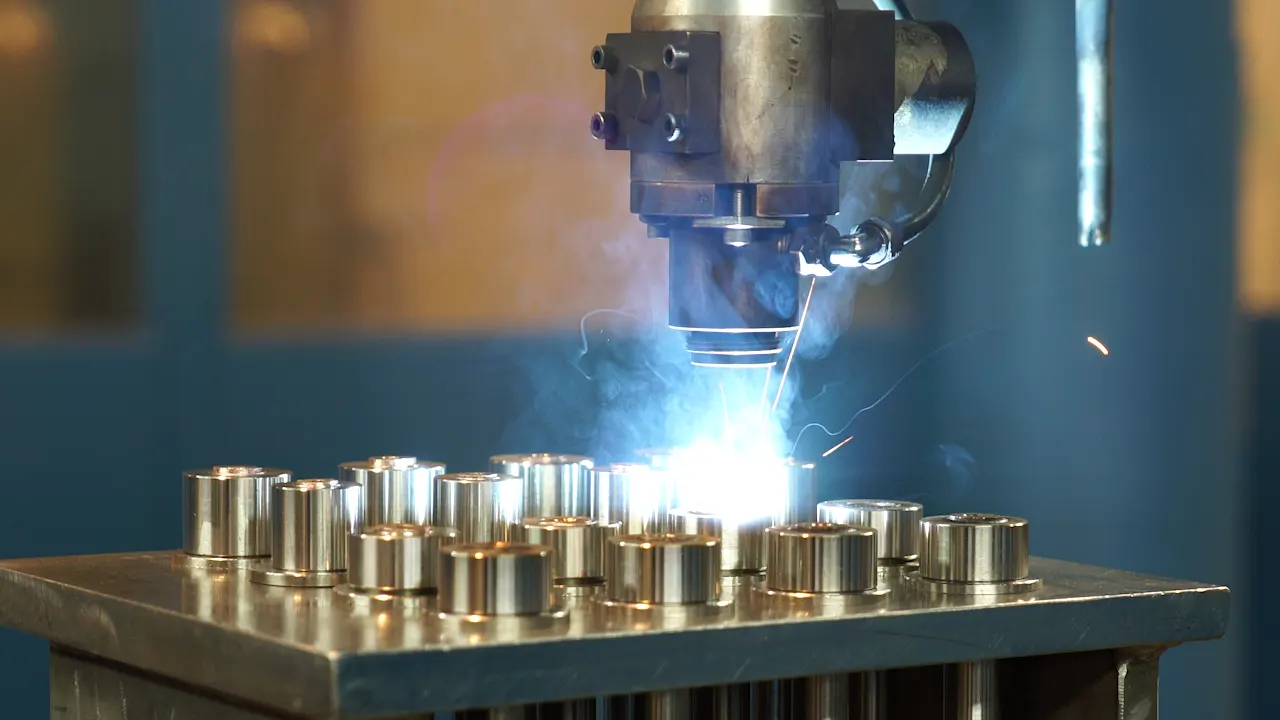
抵抗溶接中のナゲット形成とスパッタ飛散を、ハイスピードカメラで5,000fps撮影した事例です。
通電開始から短時間でナゲットが形成され、スパッタが発生する様子を可視化できます。ナゲットの形成状態や溶融金属の挙動を確認することで、電流・電圧条件や保持加圧時間の検討に活用できます。
溶接工程の現象を可視化したい方へ
溶接中のヒューム、スパッタ、プルーム、シールドガス、ナゲット形成などは、目視では確認しにくい一方で品質に影響します。
Shield View、ハイスピードカメラ、PIVを組み合わせることで、溶接条件の比較や不良原因の確認に活用できます。
異物・微粒子を可視化する


塗装工程のブツ、プレス工程での異物巻き込み、電池材料の飛散など、微粒子や異物は製品不良につながる要因になります。微粒子可視化技術を用いることで、発塵源、飛散方向、堆積、再飛散、集塵効果を映像で確認し、対策の検討に活用できます。
プレス工程|異物の巻き込みを可視化
塗装工程のブツ、プレス工程での異物巻き込み、電池材料の飛散など、微粒子や異物は製品不良につながる要因になります。
微粒子可視化技術を用いることで、発塵源、飛散方向、堆積、再飛散、集塵効果を映像で確認し、対策の検討に活用できます。
リチウムイオン二次電池|異物の飛散を可視化
リチウムイオン二次電池の製造環境を想定し、異物や粉体の飛散挙動を可視化した事例です。
イオナイザーの有無による粒子の舞い上がりや飛散状態を比較することで、除電条件、機器配置、飛散対策の検討に活用できます。
撮影協力:
産業技術総合研究所 エネルギー環境領域 電池技術研究部門
坂本 太地 様
集塵性能|異物が捕集される様子を可視化
集塵機によって異物が捕集される様子を可視化した事例です。
シミュレーションだけでは分かりにくい再飛散や滞留を実際の映像で確認することで、集塵位置、風量、ブロワー位置、吸引条件の検討に活用できます。
異物・微粒子の発生源や飛散を確認したい方へ
微粒子可視化システムでは、発塵、飛散、堆積、再飛散、集塵効果を映像で確認できます。塗装、プレス、電池製造などの工程で異物対策を検討している方は、製品情報・カタログをご覧ください。
気流・空力を可視化する


車体周りの空力、車内空調、塗装ブース内の気流など、空気の流れは車両性能や製造品質に影響します。PIVを用いることで、目に見えない気流を速度ベクトルとして可視化し、流れの偏り、滞留、剥離、吹き出し方向を確認できます。
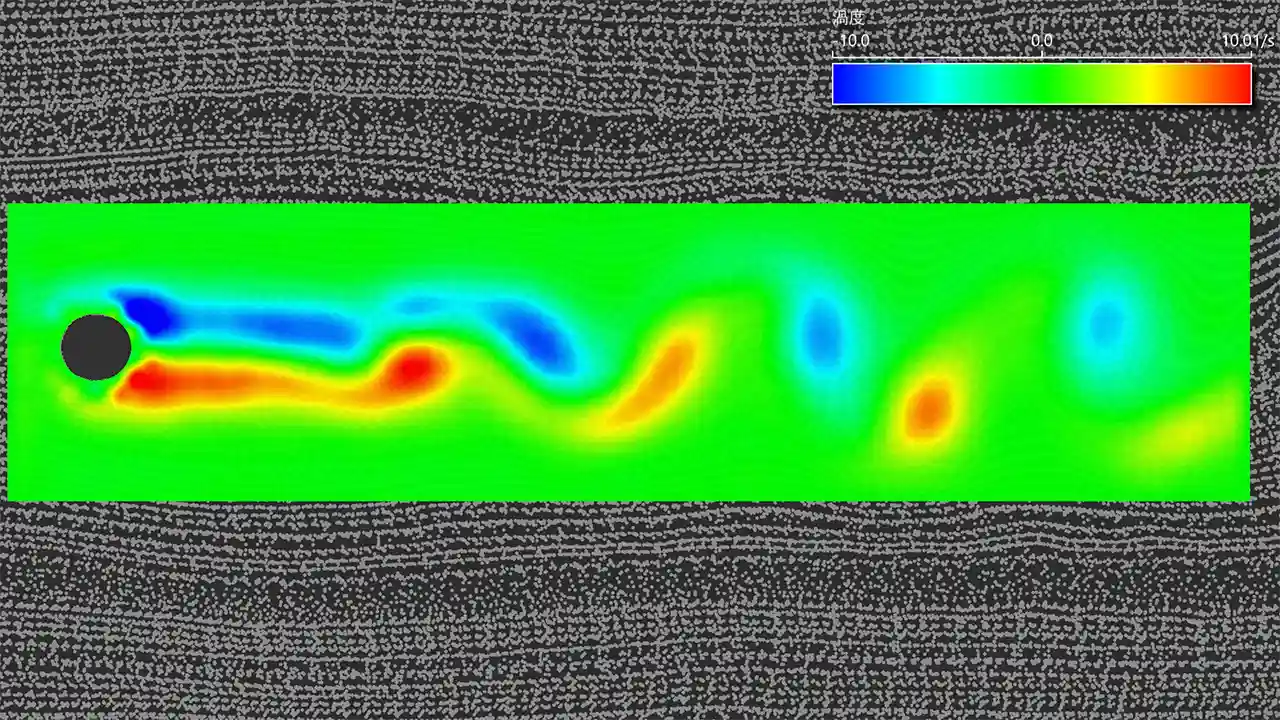
車体空力|リアウイング周りの流体解析
風洞に設置した車両モデルのリアウイング周りの流れを、PIVで可視化した事例です。速度ベクトルを算出することで、リアウイング上下面の流れの違いを確認し、ダウンフォースや空力性能の評価に活用できます。
車内エアコン|車内気流のPIV計測
車内エアコンから吹き出す気流をPIVで可視化した事例です。車内の気流分布を確認することで、空調の到達範囲、滞留、吹き出し方向、くもり防止性能などの検討に活用できます。
塗装工程|塗装ブース内の気流解析
使用した主な構成
- PIV Laser KLD series
- PIVソフトFlow ExpertII 2D2C
塗装ブース内の気流をPIVで可視化した事例です。
塗装ブースでは、気流の乱れや滞留が塗装ムラや異物付着に影響する場合があります。PIVにより気流分布を確認することで、塗装ムラの要因、気流の偏り、浮遊粒子の影響を検討できます。
なお、塗装工程で浮遊粒子や異物の付着・再飛散を確認したい場合は、微粒子可視化システム Apex seriesも活用できます。
自動車の気流・空力を可視化したい方へ
PIVでは、車体周りの流れ、車内空調、塗装ブース内の気流を非接触で可視化し、速度ベクトルとして評価できます。風洞実験や生産工程の気流確認に活用したい方は、関連製品・カタログをご覧ください。
センサー・超音波を可視化する
パーキングセンサー|超音波の可視化
パーキングセンサーやボルト締めランジュバン型振動子(BLT)から発生する超音波の進行波を可視化した事例です。
システムシュリーレンと画像処理を組み合わせることで、疎密波の反射、波面形状、波面の角度を確認できます。センサーの指向性や反射状態を評価する用途に活用できます。
超音波やセンサーの波面を可視化したい方へ
システムシュリーレンでは、目に見えない超音波の伝播や反射を可視化できます。パーキングセンサー、BLT、空中超音波などの評価に活用したい方は、製品情報・カタログをご覧ください。
自動車分野の可視化に使用する主な製品
自動車分野の可視化では、観察対象によって適した技術や製品が異なります。溶接現象を確認する場合はShield Viewやハイスピードカメラ、気流や空力を評価する場合はPIV、異物や微粒子の飛散を確認する場合はApex series、超音波を観察する場合はシステムシュリーレンを使用します。
溶接中プロセス可視化システム Shield View

溶接中のプルーム、ヒューム、スパッタ、シールドガスなどを可視化するシステムです。溶接条件の比較や不良原因の確認に活用できます。
微粒子可視化システム Apex series

発塵、浮遊粒子、堆積粒子、再飛散などを可視化するシステムです。塗装、プレス、電池製造、クリーン化対策に活用できます。
PIVシステム
気流や流体の速度ベクトルを非接触で算出するシステムです。車体空力、車内気流、塗装ブース気流、シールドガス解析に活用できます。
システムシュリーレン SS series
超音波、衝撃波、熱対流など、透明媒質中の密度変化を可視化するシステムです。パーキングセンサーや超音波評価に活用できます。
ハイスピードカメラ

溶接、スパッタ、ナゲット形成など、短時間で発生する高速現象を撮影するカメラです。
関連記事
自動車分野の可視化に関連する技術記事をまとめています。溶接、異物・微粒子、PIV、シュリーレン、超音波など、目的に近い技術を確認したい方は以下をご覧ください。
【関連記事】
レーザー溶接|原理の解説から独自の可視化技術を紹介【目的・用途別の可視化技術】
レーザー溶接の可視化とは、プラズマの発光を抑えて溶接中の状況を観察することを指します。レーザー溶接自体、クラス4の危険な作業エリアに区分され、立ち入ることができないため、溶接中...「レーザー溶接の可視化|原理の解説から独自の可視化技術を紹介を紹介」続きを読む

【関連記事】
超音波|性質や特徴と可視化手法について解説【目的・用途別の可視化技術】
シュリーレン法は、光の屈折現象を利用して密度変化を可視化する技術です。このシュリーレン法を用いることで、超音波の伝播状態を観測することができます。さらに専用の画像処理を組み合わせることで、微細な超音波も...「超音波の可視化」続きを読む

【関連記事】
塗装の異物対策|微粒子の可視化技術【目的・用途別の可視化技術】
塗装の異物対策は、高品質な塗装仕上げを実現するために不可欠です。塗料中のゴミ、ホコリ、塗料の凝集物などが混入すると、ピンホール、クレーター、ヘーズといった塗膜欠陥が発生し、腐食や塗膜剥離の原因となることがあります。...「塗装の異物対策」続きを読む
【関連記事】
PIVとは|原理や計測のメリット・トレーサー粒子について解説【技術コラム】
PIVは、Particle Image Velocimetryの略で粒子画像流速測定法を意味し、流れ場における多点の瞬時速度を非接触で得ることができる流体計測法になります。流れ場の空間的な構造を把握することができるため...「PIVとは」続きを読む
【関連記事】
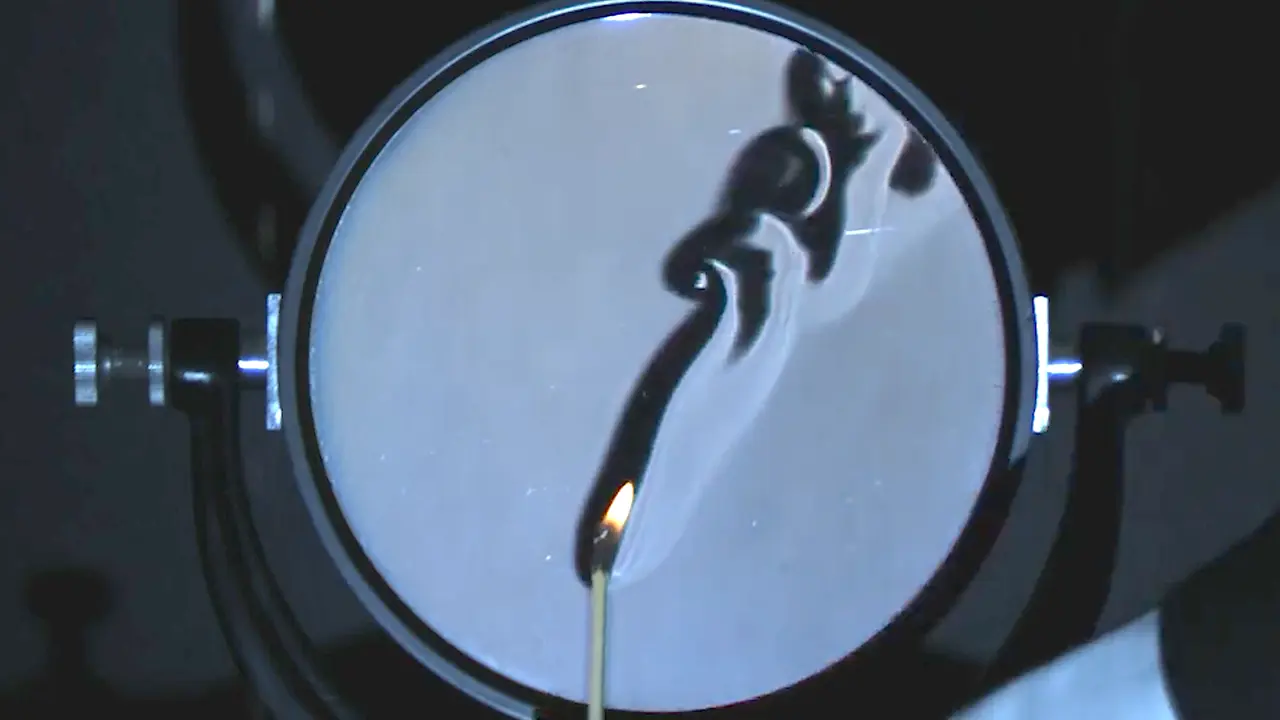
シュリーレン法とは|密度勾配を可視化する原理の解説から現象動画まで【技術コラム】
シュリーレン法とは、透明体の中に屈折率の異なる部分があるとき、光の進行方向の変化を利用してその部分が明確に見えるようにする光学的手法です。媒質中を伝播する衝撃波や超音波の進行状況、炎による気流の上昇...「シュリーレン法とは」続きを読む

【関連記事】
水素|次世代エネルギーの可視化技術を紹介【目的・用途別の可視化技術】
シュリーレン法は、光の屈折現象を利用して密度変化を可視化する技術です。このシュリーレン法を用いることで、超音波の伝播状態を観測することができます。さらに専用の画像処理...「水素とは|次世代エネルギーの可視化」続きを読む
自動車分野の見えにくい現象を可視化して、
条件の違いを確認しませんか
自動車分野では、溶接中のヒューム・スパッタ、塗装やプレス工程での異物、
車体周りの空力、車内空中の気流、超音波センサーの波面など、
目視では確認しにくい現象が品質や性能に影響する場合があります。
「溶接条件の違いを比較したい」「異物や微粒子の発生源を確認したい」
「車体周りや車内の気流を評価したい」「センサーや超音波の伝わり方を見たい」
など、確認したい内容が固まっていない段階でもご相談いただけます。
まずはお気軽にお問い合わせください。
お問い合わせ・技術相談をする →
目次
関連製品

ガラス脈理検査装置FG series
ガラスの脈理を見える化
溶接プロセス可視化Shield View
溶接中のガスを見える化
システムシュリーレンSS series
ガス・衝撃波・超音波を見える化
ハイスピードカメラ
ハイスピードカメラ製品ラインナップ
PIVシステム2D2C
2次元2成分PIVシステム
製品デモ、お見積り、導入後のサポートについてご案内します。

可視化や画像解析に役立つ計算を行います。

製品のサンプル動画と可視化事例をご紹介しています。