![]()
溶接のシールドガス|役割と特徴・可視化手法を解説
シールドガスとは?


シールドガスとは、アーク溶接の際に使用されるガスで、主な目的は溶接中の溶接金属を大気中の酸素や窒素などの有害な成分から保護することです。
アーク溶接は、高温の電気アークで金属を溶かして接合する技術です。高品質な溶接には、金属の酸化や不純物の混入を防ぐことが重要であり、シールドガスは重要な役割を果たします。シールドガスは、溶接部を覆い、大気中の酸素や窒素との接触を遮断することで、溶接金属の酸化や不純物の混入を防ぎます。
溶接中のシールドガス|具体的な効果は?
酸化を防止する
空気は、主に窒素と酸素で構成されており、窒素が約78%、酸素が約21%を占めます。これらのガスは、溶融金属と接触すると反応を起こす可能性があり、結果として溶接部の品質が低下する恐れがあります。
シールドガスは、このような反応を抑えるためにアークの周囲に供給され、溶融金属と空気との接触を遮断して酸化を防止します。
湿気からの保護
空気中の湿気は、溶接中に水素が溶融金属へ取り込まれる要因となり、気孔やクラックの発生につながることがあります。シールドガスは、湿気の影響を抑え、溶接部を保護する役割も果たします。
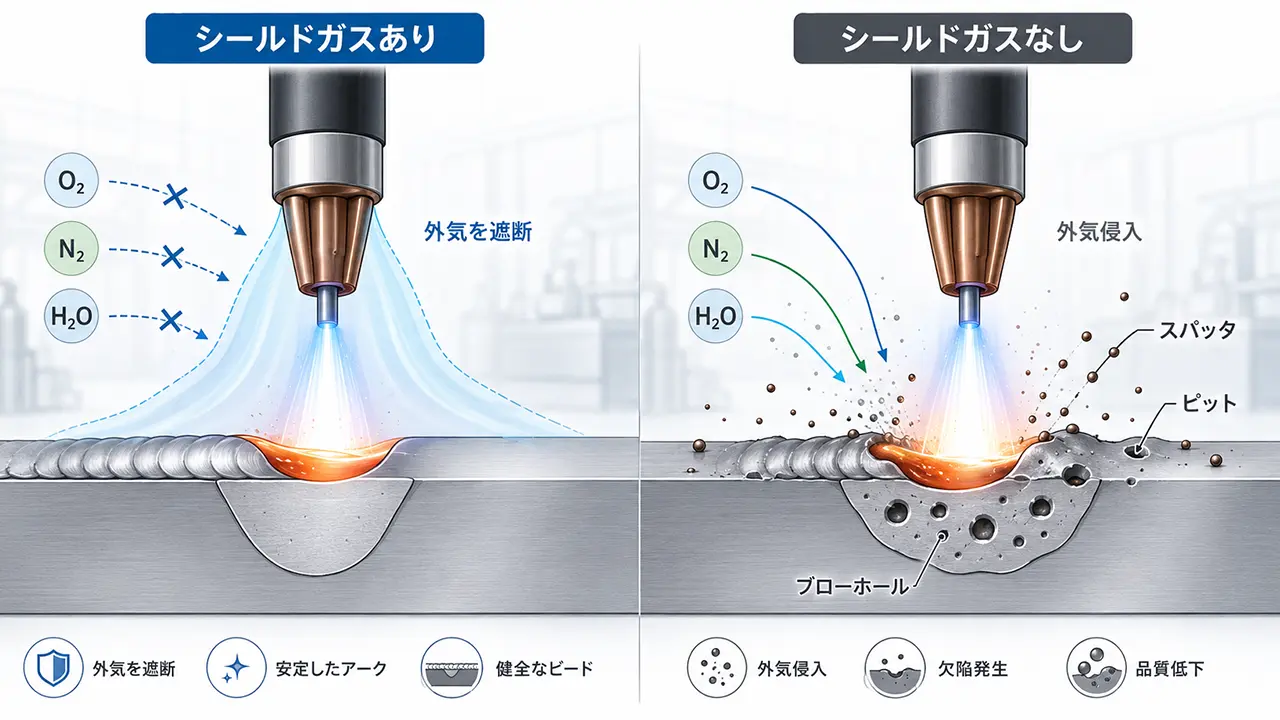
シールドガスがないと、どんな影響が?
シールドガスがないと、溶融金属は空気中の成分と反応しやすくなります。たとえば、鋼板をシールドガスなしでアーク溶接すると、溶接ビードには、ブローホールやピットなどの欠陥が現れることがあります。さらに、溶接ビード周辺にはスパッタが多く観察されます。
これは、空気との反応によって溶融鋼に窒素や酸素が溶解し、冷却・凝固の過程でN₂ガスやCOガスなどが生成され、気孔が形成されるためです。
シールドガスの種類と特徴
シールドガスの選択は、溶接する金属の種類、溶接方法、求める品質によって変わります。適切なガスを選ぶことで、アークの安定性、スパッタの低減、ビード外観や溶け込みなどに影響します。
アルゴンガス(Ar)
特性:アルゴンは不活性ガスであり、金属との化学反応を起こしにくい特性を持っています。この性質により、溶接中に溶融金属が大気中の窒素や酸素と反応するのを防ぐ役割を果たします。
用途:アルゴンは、アルミニウムやチタンなどの非鉄金属の溶接に特に適しています。また、ステンレス鋼の溶接にも使用され、スパッタの低減やビード外観の向上を目的として選定されることもあります。
ヘリウムガス(He)
特性:ヘリウムは不活性ガスの一つで、アルゴンよりも熱伝導率が高い特性を持っています。このため、高い入熱を必要とする溶接に適しています。
用途:ヘリウムは、アルミニウムや銅のような熱伝導率の高い金属の溶接に多く使用されます。特に、酸素と容易に反応する金属の溶接には、ヘリウムやアルゴンのような不活性ガスが推奨されます。
二酸化炭素(CO₂)
特性:二酸化炭素は単独で使用されることもありますが、他のガスとの混合で使用されることも多くあります。CO₂を単独で使用するとアークが不安定になりやすい場合があり、用途によってはアルゴンとの混合ガスが使用されます。
用途:二酸化炭素は低コストであるため、一般的な鋼材の溶接によく使用されます。特に、炭酸ガスアーク溶接として知られる方法で使用されています。
混合ガス
特性:アルゴンと二酸化炭素の混合ガスは、鋼材のMAG溶接などで広く使用される代表的な混合ガスの一つです。この組み合わせは、アークの安定性と溶接性能を向上させる効果があります。
用途:混合ガスは、一般的な鋼やステンレス鋼の溶接に適しています。特に、MAG溶接で使用されています。
その他のガス(水素、酸素、窒素など)
水素、酸素、窒素などのガスも、特定の溶接条件や金属材料に応じて使用されることがあります。これらのガスは、溶接する金属の種類、溶接方法、求める溶け込みやビード形状に応じて選定されます。
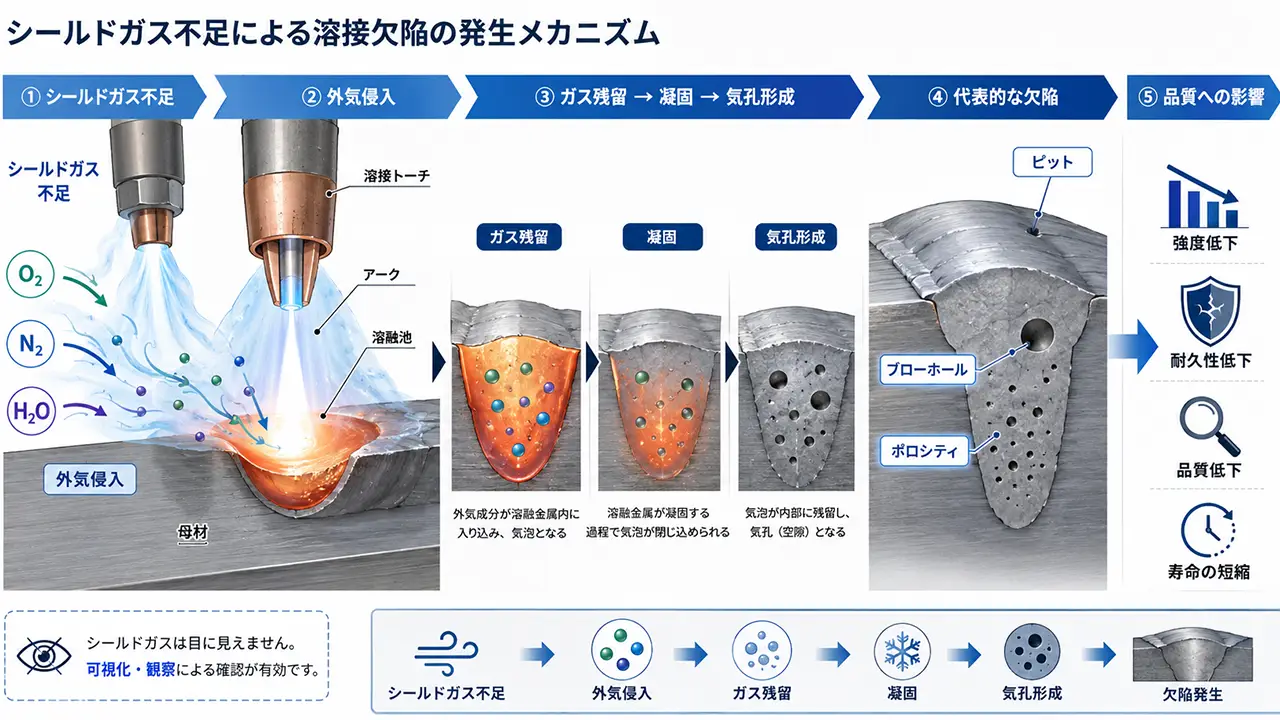
シールドガスに起因する溶接欠陥
溶接欠陥とは、溶接中に生じる耐久性や機能性に影響を及ぼす不具合を指します。これらの欠陥は、使用する溶接手法や熱源の種類によって異なることがあります。アーク溶接やレーザー溶接のように、熱源やプロセスが異なる溶接手法では、発生しやすい欠陥の種類や特徴も変わります。
シールドガスと溶接欠陥の関係
シールドガスの供給が不足すると、溶融金属が大気中の酸素や窒素、または水分由来の水素の影響を受け、酸化・窒化や気孔の発生につながることがあります。その結果、金属内部にブローホールと呼ばれる気孔が発生することがあります。これは、溶融金属内部にガスが残留し、そのまま凝固することで生じる欠陥です。
ブローホール|ピット|ポロシティ
ブローホールを含む溶接欠陥は、製品の耐久性を低下させる主要な原因となります。また、溶接部に発生したガスが原因でポロシティと呼ばれる気孔やピットと呼ばれる表面の小さなくぼみが形成されることもあります。これらも同様に、製品の強度や寿命に悪影響を及ぼす可能性があります。
溶接欠陥への対策は?
溶接欠陥の発生を防ぐためには、適切なシールドガスの選択、供給量の確保、トーチまわりのシールド状態の確認が重要です。また、溶接条件や環境を最適化することで、欠陥の発生リスクを低減することができます。具体的には、溶接速度、電流、電圧、ガス流量、トーチとワークの距離などを適切に設定することが重要です。
ただし、シールドガスの流れは通常目に見えないため、実際にどのように溶接部を覆っているのかを確認するには、可視化技術による観察が有効です。
シールドガスを可視化(見える化)する技術
アーク光を除去してシールドガスを可視化
溶接中のシールドガスは通常目に見えません。さらに、溶接時には強いアーク光が発生するため、一般的な撮影ではシールドガスの流れや乱れを確認することが困難です。
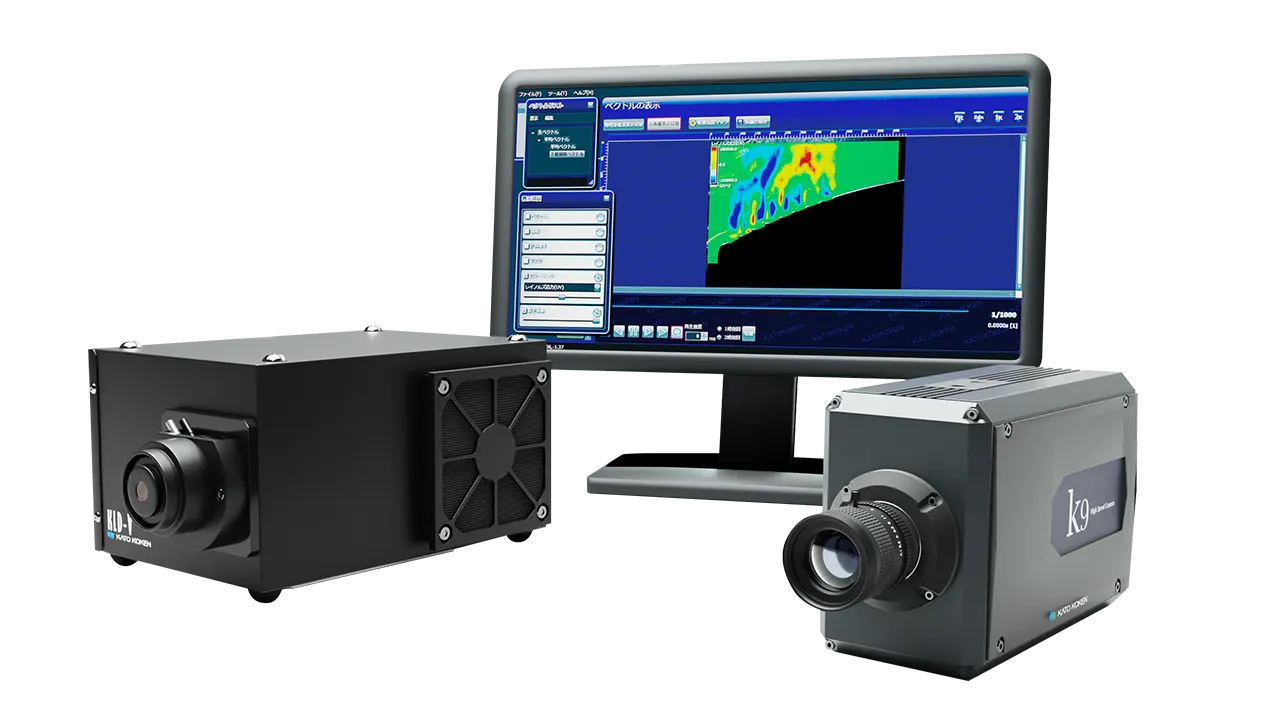
溶接プロセス可視化システム Shield Viewでは、アーク光の影響を抑えながら、溶接中のシールドガス、スパッタ、ヒュームの挙動を観察できます。
溶接時の強い発光を抑えながらガスの流れを観察できるため、通常は見えにくいシールド状態を確認できます。
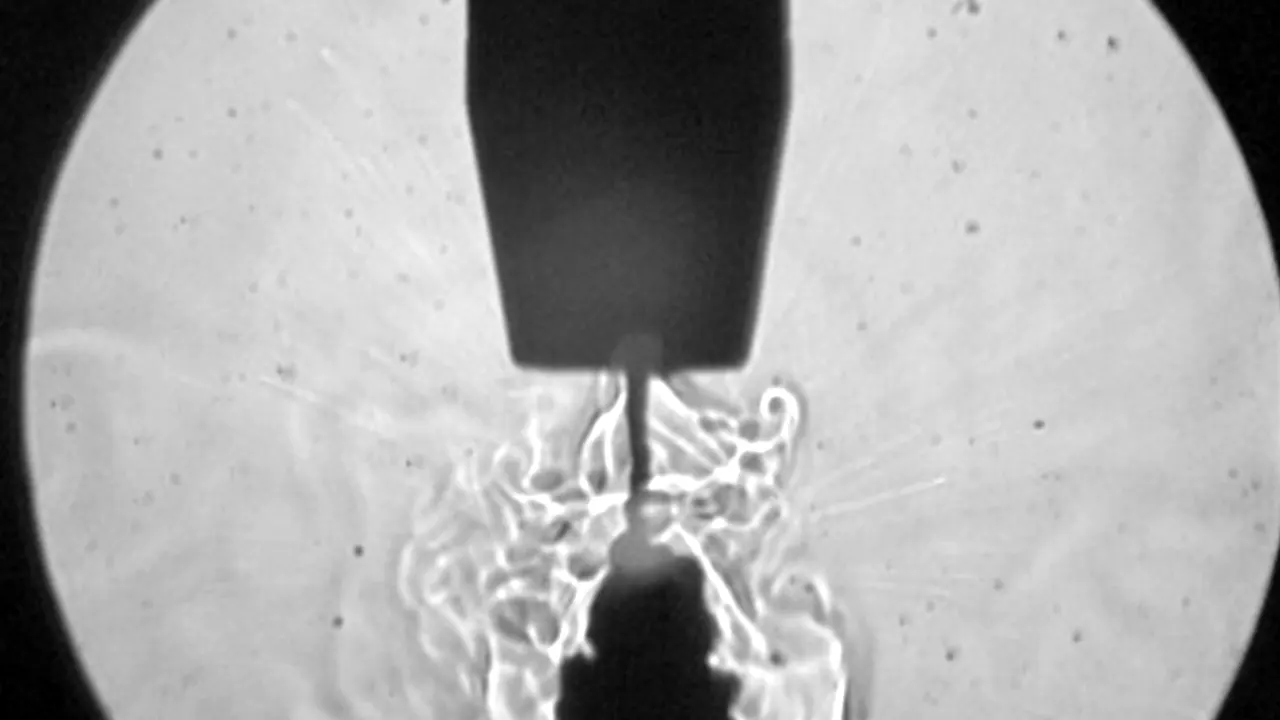
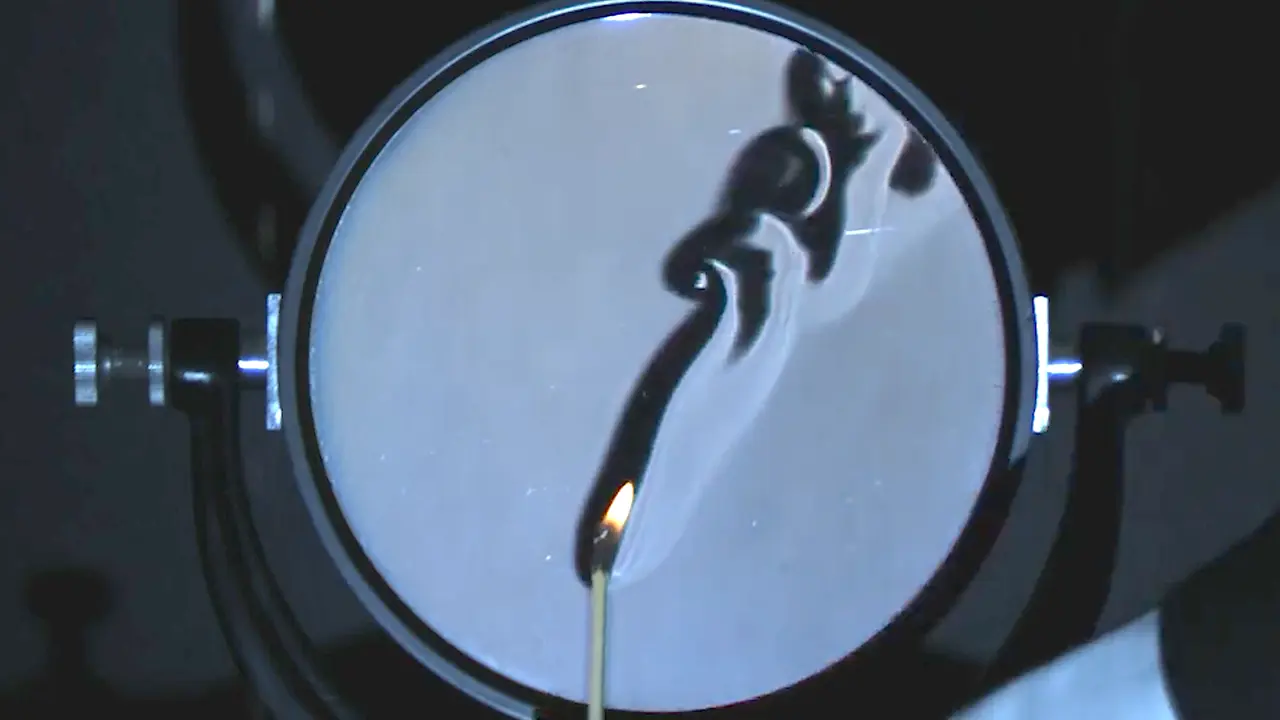
シュリーレン法を応用した技術
シールドガスの可視化は、シュリーレン法を応用した技術です。カトウ光研の独自技術により、従来は確認が難しかった、溶接中のシールドガスの流れや乱れを観察できます。
アーク光の影響を抑えながらシールドガスを可視化することで、シールド性の確認、外乱風の影響、トーチとワークの距離、ガス流量の違いなどを比較できます。これにより、ブローホールやスパッタの発生要因を検証し、ガス流量やトーチ条件の最適化に役立ちます。
シールドガスの可視化による検証

シールド性の検証
外乱風がシールドガスの流れに与える影響を可視化し、シールド性の変化を確認できます。
最適な溶接トーチとワーク距離の検証
溶接トーチとワークの距離によって、シールドガスの流れやアーク周辺の乱れがどのように変化するかを確認できます。
最適なガス流量の検証
ガス流量の違いによるシールド性の変化を確認し、過不足のない流量設定の検討に役立ちます。
最適なウィービング速度の検証
ウィービング速度の違いによる大気の巻き込みやシールド性の変化を可視化し、条件検討に活用できます。
カトウ光研が提案するシールドガスの可視化技術は、強いアーク光の影響を抑え、シールドガスの効果を実際に観察することができます。シールドガスを可視化することで、ブローホールやスパッタの発生要因を確認し、発生リスクを低減するための検証や、ガス流量の最適化に役立ちます。
溶接中のシールドガス|可視化事例
ここでは、Shield Viewを用いて溶接中のシールドガスの挙動を可視化した事例を紹介します。通常は目に見えないシールドガスの流れや乱れを確認することで、溶接条件や接合部形状によるシールド性の違いを把握できます。
TIG溶接のシールドガス挙動の可視化
TIG溶接中のシールドガスを可視化した事例です。
アルゴンガスの挙動をハイスピードカメラで撮影し、溶接中のガスの流れをスーパースロー映像で確認できます。
溶接条件
溶接機:DynastyR 280 TIG Welders(Miller Electric Mfg. LLC)
ガス種:Ar 98%
電流値:150A
流量:10L/min
接合部形状によるシールド性の違いを可視化
アーク溶接のシールドガスを可視化しています。
接合部形状の違いによって、シールド性は大きく変化します。シールドガスを可視化することで、溶接欠陥の検証ができます。
シールドガスに関するよくある質問
- 溶接のシールドガスの役割は何ですか?
-
溶接のシールドガスは、主に以下の3つの役割を担っています。
1. 溶接部を大気中の酸素や窒素から保護する
空気中の酸素や窒素は、溶接部と反応して酸化物や窒化物を生成し、溶接部の強度や
靭性を低下させます。シールドガスは、これらのガスを溶接部から隔離することで、
酸化物や窒化物の生成を防ぎ、高品質な溶接部の形成につながります。2. アークを安定させる
シールドガスは、アーク周辺のガスを一定の状態に保つことで、アークを安定させます。
これにより、溶接作業が容易になり、スパッタの発生を抑制することができます。3. 溶接ビードの形状を改善する
シールドガスは、溶接ビードの形状を滑らかにし、美しく仕上げる効果があります。
- シールドガスの種類は?
-
溶接に使用されるシールドガスの主な種類は次のとおりです。
- アルゴンガス(Ar)
- ヘリウムガス(He)
- 炭酸ガス(CO₂)
- 混合ガス(アルゴン+CO₂、アルゴン+ヘリウムなど)
- シールドガスにアルゴンガスが使われる理由は?
-
シールドガスにアルゴンガスが使われる理由は、主に以下の3つです。
1. 化学的に安定している
アルゴンガスは不活性ガスであり、他の元素と反応しにくい性質を持っています。
そのため、溶接部を大気中の酸素や窒素などのガスから保護し、酸化や窒化を防ぐことができます。2. アークを安定させる
アルゴンガスは、アーク周辺のガスを一定の状態に保つことで、アークを安定させる
ことができます。これにより、溶接作業が容易になり、スパッタの発生を
抑制することができます。3. 多くの金属材料に使用できる
アルゴンガスは、ステンレス鋼、アルミニウム、銅、チタンなど、さまざまな
金属材料に使用できます。
- アルゴンとCO₂の違いは何ですか?
-
アルゴンガスは不活性で酸化を抑え、スパッタの少ない美しいビードを得られますが、
コストがやや高めです。CO₂は活性ガスで、条件によっては酸化が進みやすい一方、
深い溶け込みと高い生産効率が得られるため、産業用溶接ではよく使用されます。
用途や材質によって最適なガスを選定することが重要です。
- シールドガスが正しく流れていないと、どうなりますか?
-
不適切な流量やガスの供給不良は、酸化によるビードの変色、気孔の発生、
溶け込み不良などの溶接欠陥につながることがあります。また、アークが不安定になり、スパッタやヒュームが増加することもあります。ガスボンベの圧力・
ホースの折れやノズル詰まりなどを定期的に点検し、安定したガス供給を保つことが大切です。
ご検討中の実験対象や現象に合わせて、
可視化・解析方法をご提案します
溶接中のシールドガスは通常目に見えないため、
実際に溶接部をどのように覆っているのか、外乱風やトーチ位置、
ガス流量によってシールド性がどのように変化するのかを確認しにくい場合があります。
シールドガスの流れを可視化することで、ブローホールやスパッタの発生要因、
条件変更によるシールド状態の違いを確認しやすくなります。
「シールドガスが溶接部を覆えているか見たい」
「ガス流量やトーチ距離の違いを比較したい」
「外乱風やウィービングによる大気の巻き込みを確認したい」など、
条件が固まっていない段階でもご相談いただけます。
まずは技術相談、または資料ダウンロードからお気軽にご利用ください。
溶接可視化に関連する資料・技術記事
技術を詳しく知りたい方へ
溶接中の現象やシールドガスの可視化について詳しく知りたい方に向けて、関連する解説資料をまとめています。溶接可視化の考え方や、条件検証に活用できる事例を確認したい方は、以下の資料をご覧ください。

【資料ダウンロード】プレゼンにも使える
「溶接の可視化とは|溶接を可視化するメリットと必要なツールを解説」
「溶接を可視化する」とはどういう事か?何を可視化できる?など可視化の原理やメリット・必要なツールまで解説します。溶接の品質向上、コスト削減につながる”可視化技術”の概要をつかむのに最適です。溶接の可視化 解説資料をダウンロードする

【資料ダウンロード】プレゼンにも使える
「溶接可視化:実践編|最適な溶接条件を最速で見つける!」
溶接可視化の実践編では、レーザー溶接を可視化した例を紹介します。溶接ヒュームの可視化を複数の条件で可視化を行い、最適な溶接条件を検討していきます。実際の現場で行った溶接可視化の事例を把握できます。...最適な溶接条件を見つける!をダウンロードする
【資料ダウンロード】プレゼンにも使える
「溶接可視化:実践編|ブルーレーザー溶接:タフピッチ銅」
「溶接可視化の実践編:ブルーレーザー溶接:タフピッチ銅」では、ブルーレーザー溶接機によるタフピッチ銅の溶接を可視化しています。可視化をすることで条件を変えた際のスパッタの飛散、湯面乱れなど検証できます。...ブルーレーザー溶接:タフピッチ銅 可視化事例をダウンロードする
製品・構成を確認したい方へ
溶接中のシールドガス、スパッタ、ヒュームを可視化する場合は、アーク光の影響を抑えながら撮影できる可視化システムが必要です。関連する製品情報やカタログを確認したい方は、以下をご覧ください。

溶接中プロセス可視化システム Shield View
溶接中の強いアーク光の影響を抑えながら、シールドガス、スパッタ、ヒュームの挙動を可視化するシステムです。
向いている用途:シールド性の確認、ガス流量の検証、溶接欠陥の原因調査
製品情報を見る
カタログをダウンロードする
関連する技術記事
溶接中の現象に関連する技術記事をまとめています。レーザー溶接、溶接可視化、ヒューム、スパッタなど、関連する情報もあわせてご覧ください。
【関連記事】
レーザー溶接|原理の解説から独自の可視化技術を紹介【目的・用途別の可視化技術】
レーザー溶接の可視化とは、プラズマの発光を抑えて溶接中の状況を観察することを指します。レーザー溶接自体、クラス4の危険な作業エリアに区分され、立ち入ることができないため、溶接中のプロセスを目視で検証することは一般的に困難です。カトウ光研が提案するレーザー溶接の可視化では、溶接中のプロセスを...「レーザー溶接の可視化|原理の解説から独自の可視化技術を紹介を紹介」続きを読む

【関連記事】
溶接スパッタとは|発生原因と対策について解説【技術コラム】
溶接スパッタとは、溶接作業中に発生する小さな金属粒子や飛散物のことを指します。これらの粒子は溶接部から飛び散り、周囲の作業環境や製品に影響を及ぼします。...「溶接スパッタとは」の続きを読む

【関連記事】
溶接ヒュームとは|発生メカニズムと品質改善につながる可視化技術【技術コラム】
溶接ヒュームとは、金属を溶接するときに発生する極めて微細な粒子(煙状の物質)のことを指します。アーク溶接などで母材や溶接棒が高温にさらされると、金属が一度蒸発し、その後急速に冷えて酸化物となり...「溶接ヒュームとは」の続きを読む
【関連記事】
シュリーレン法とは|密度勾配を可視化する原理の解説から現象動画まで【技術コラム】
シュリーレン法とは、透明体の中に屈折率の異なる部分があるとき、光の進行方向の変化を利用してその部分が明確に見えるようにする光学的手法です。媒質中を伝播する衝撃波や超音波の進行状況、炎による気流の上昇...「シュリーレン法とは」続きを読む
溶接シールドガス・スパッタ・ヒュームの可視化について、技術相談も受け付けています
シールド性の確認、ガス流量の比較、外乱風の影響、トーチ条件の検証を行いたい場合はお気軽にご相談ください。
お問い合わせ・技術相談をする →
目次
関連製品

ガラス脈理検査装置FG series
ガラスの脈理を見える化
溶接プロセス可視化Shield View
溶接中のガスを見える化
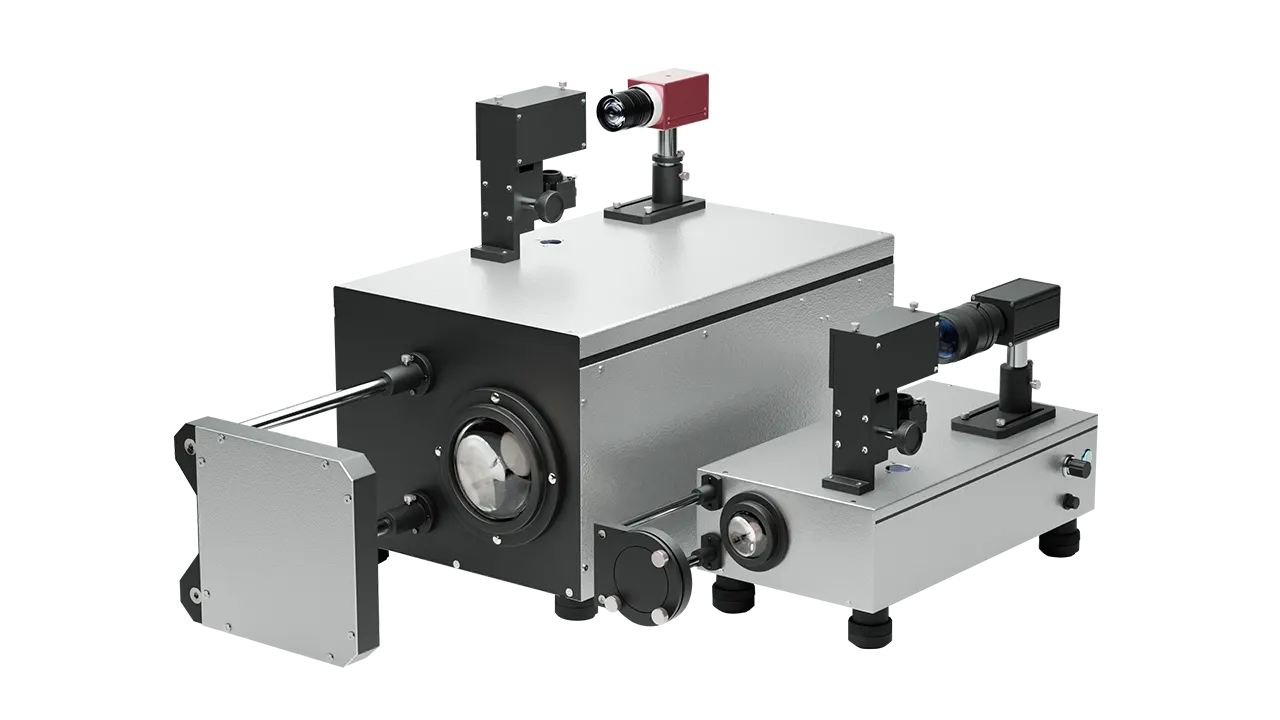
システムシュリーレンSS series
ガス・衝撃波・超音波を見える化

ハイスピードカメラ
ハイスピードカメラ製品ラインナップ
PIVシステム2D2C
2次元2成分PIVシステム
製品デモ、お見積り、導入後のサポートについてご案内します。

可視化や画像解析に役立つ計算を行います。

製品のサンプル動画と可視化事例をご紹介しています。