![]()
レーザー溶接|原理の解説から独自の可視化技術を紹介
レーザー溶接とは?
レーザー溶接とは、レーザー光の高エネルギー密度を利用して材料を局所的に加熱・融解し、接合する技術です。
従来の溶接方法と比較して、高い精度、速度、深い溶込み、少ない熱影響、様々な材料への対応力、非接触加工といった特徴を持ち、自動車、電子機器、医療機器、建設、金型など幅広い分野で活用されています。
レーザー溶接は、レーザー光が金属材料に照射されると、以下のメカニズムで溶融が起こります。
- レーザー光が金属材料に照射されると、光エネルギーを吸収
- 光エネルギーは熱に変換され、金属材料が加熱
- 金属材料の温度が融点を超えると、局所的に溶融
- 溶融した金属材料が冷却・凝固することで、接合が完了
レーザー溶接のメリットとデメリット

レーザー溶接は、精密な加工と高い強度を実現する溶接技術として、自動車、医療機器、電子部品など多岐にわたる産業で利用されています。
そのメリットには、高いエネルギー密度による細かく精密な溶接、溶接部の強度向上、入熱量の少なさによる歪みの抑制、仕上げ工数の削減、溶接条件の管理と再現性の向上などがあります。また、非接触で長距離からの溶接も可能であり、多様な材料に対応し、生産性向上に貢献します。
一方で、デメリットとしては、高額な初期設備投資が必要であり、溶接部の組み立て精度が要求されるため、位置ズレ(ギャップ)への許容度が低く、隙間があると溶接が困難になること、肉盛溶接には適していないこと、そして十分な安全対策が必要となります。
レーザー溶接の適用は、その精密さと効率性から見ても明らかに高いポテンシャルを持っていますが、導入するにあたっては、技術的な要件だけでなく、経済的な側面も考慮する必要があります。適切な溶接技術の選択は、製品の品質、生産性、そして最終コストに大きく影響を及ぼします。
- 溶接部の強度向上
- 熱影響量の少なさによる歪みの抑制
- 仕上げ工数の削減
- 溶接条件の管理と再現性の向上
- 非接触で長距離からの溶接が可能
- 多様な材料に対応
- 生産性向上に貢献
- 高額な初期設備投資が必要
- 溶接部の組み立て精度が要求される
- 位置ズレ(ギャップ)への許容度が低い
- 隙間があると溶接が困難になる
- 肉盛溶接には適していない
- 十分な安全対策が必要
レーザー溶接とアーク溶接の違い
レーザー溶接とアーク溶接はそれぞれ異なる特性と用途を持つ溶接技術です。
以下にそれぞれの特徴をまとめて明確にします。
項目 | レーザー溶接 | アーク溶接 |
|---|---|---|
| 加熱方法 | レーザー光で局所的に加熱 | アーク放電で加熱 |
精度 | 高精度な溶接がしやすい | 作業条件や作業者の影響を受けやすい |
溶接速度 | 高速溶接に対応しやすい | 比較的低速になりやすい |
熱影響 | 熱影響部を小さく抑えやすい | 熱影響が比較的大きくなりやすい |
| 設備コスト | 設備コストが高い | 比較的導入しやすい |
| 安全・環境対策 | レーザー光・反射光に加え、ヒュームや金属蒸気への対策が必要 | アーク光、ヒューム、スパッタ、感電などへの対策が必要 |
| 向いている用途 | 精密部品、薄板、電池、電子部品など | 厚板、構造物、汎用溶接、現場作業など |
レーザー溶接で使用される主なレーザー
CO2レーザー溶接

CO₂レーザーは、炭酸ガスを媒質とするガスレーザーです。高出力化しやすく、厚板加工や切断用途で利用されてきました。一方で、装置構成が大きくなりやすく、近年ではファイバーレーザーなどへの置き換えも進んでいます。
YAGレーザー溶接

YAGレーザーは、固体結晶を媒質とする固体レーザーです。精密部品や微細溶接に使われることがあり、自動車部品や電子部品などの加工にも利用されてきました。パルス発振による局所的な加工にも対応しやすい点が特徴です。
ファイバーレーザー溶接

ファイバーレーザーは、光ファイバーを媒質としてレーザー光を発生させる方式です。高いビーム品質、省スペース性、エネルギー効率の高さから、現在のレーザー溶接で広く利用されています。自動車、電池、電子部品、精密部品など、量産ラインでの活用が進んでいます。
レーザー溶接が製造業で活用される理由
レーザー溶接は、自動車、電子部品、電池、医療機器、精密機器など、精密で高速な接合が求められる製造現場で活用されています。非接触で局所的にエネルギーを集中できるため、薄板や微細部品、異材接合、自動化ラインでの加工に適しています。
一方で、加工点では溶融池、キーホール、スパッタ、ヒュームなどが短時間で変化します。レーザー溶接の品質を安定させるには、加工中に何が起きているのかを把握することが重要です。
レーザー溶接で起きやすい課題
強度や品質を一定に保つ難しさ

レーザー溶接では、焦点の大きさ、位置、ビーム形状、出力などが変動すると、溶込み深さやビード形状が変化します。その結果、溶接強度や品質のばらつきにつながることがあります。
ワークの位置ずれやギャップも品質に影響するため、条件管理と現象確認が重要です。
溶接点へのアクセス
複雑な形状の部品では、レーザー光を狙った位置に照射しにくい場合があります。特定の領域にアクセスできない、照射角度が制限される、治具や周辺部品が干渉するなど、形状による制約が品質に影響します。
異材接合
異なる材料を接合する場合、材料ごとの吸収率、熱伝導率、融点の違いによって、入熱量や溶融状態が変化します。異材接合では、片側だけが過剰に溶ける、溶込みが不足する、割れや欠陥が発生するといった課題が起こることがあります。
ヒューム・スパッタ・安全対策

レーザー溶接では、金属蒸気、ヒューム、スパッタが発生することがあります。これらは保護ガラスの汚れ、加工品質の低下、安全対策、集塵条件の検討に関わります。
ただし、発生の瞬間や流れ方は目視では分かりにくいため、ハイスピード撮影や画像解析による可視化が有効です。
なぜレーザー溶接を可視化するのか
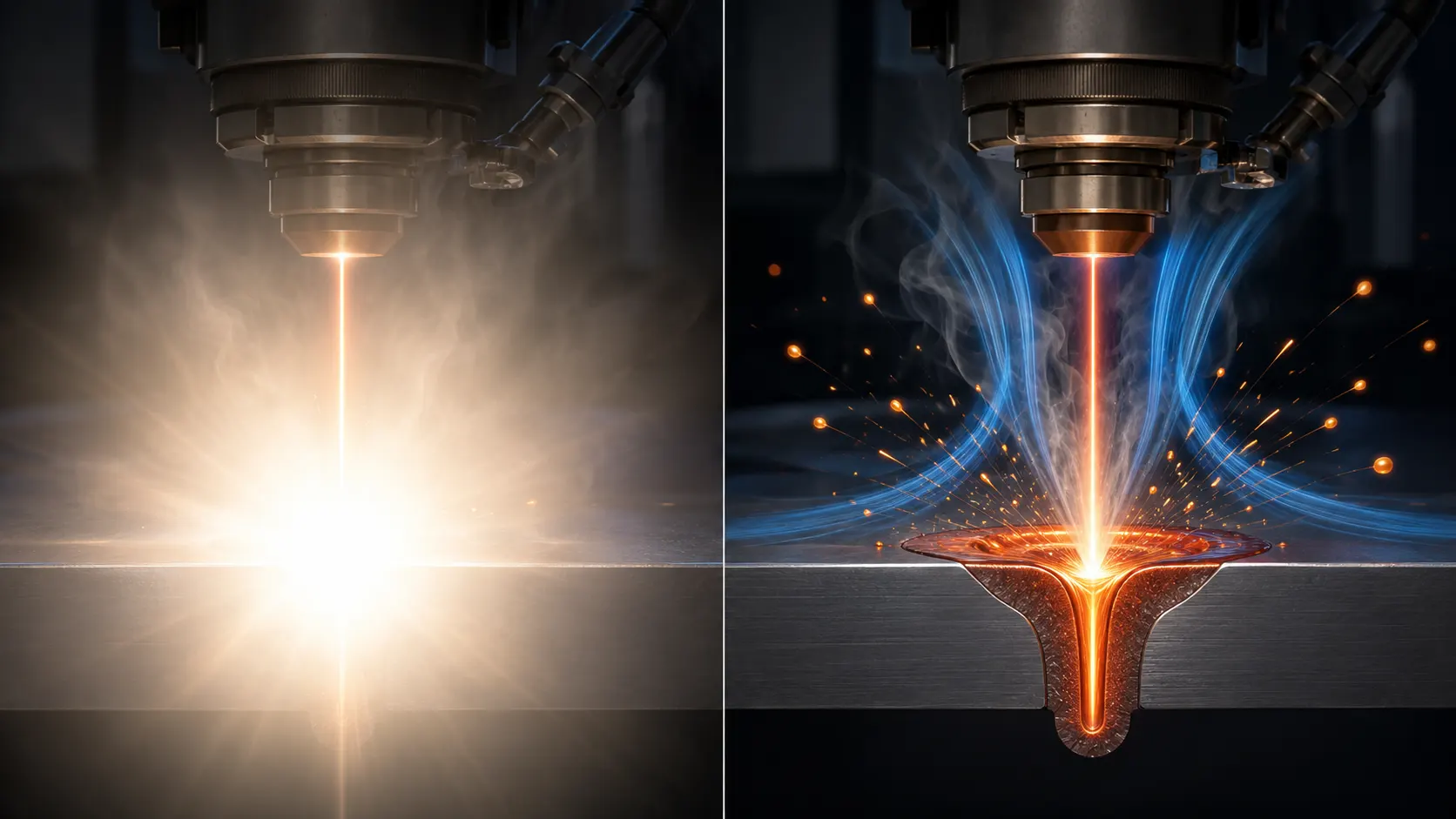
レーザー溶接中に確認すべき現象を示したイメージ図です。実際の撮影画像ではありません。
レーザー溶接では、溶融池、キーホール、スパッタ、ヒューム、アシストガスの流れなどが短時間で変化します。これらの現象は、溶接品質や欠陥の発生に関係しますが、通常の目視では確認しにくい場合があります。
レーザー溶接を可視化することで、溶融の開始、キーホール形成、スパッタの飛散、ヒュームの流れ、アシストガスの影響などを映像で確認できます。条件変更前後の違いを比較することで、欠陥原因の推定や溶接条件の検証に役立ちます。
レーザー溶接の可視化とは
レーザー溶接の可視化とは、溶接中に発生する現象を映像として観察し、加工状態や条件差を確認するための手法です。
レーザー溶接では、スパッタ、ヒューム、シールドガス・アシストガスの流れのような溶接点周辺の現象と、溶融池やキーホールのような加工点そのものの現象とで、確認したい対象が異なります。
そのため、見たい現象に応じて、適した可視化方法や機材構成を選ぶことが重要です。
レーザー溶接で可視化できる対象と主な方法
可視化したい対象 | 主な可視化方法 | 確認できること | 主な用途 |
|---|---|---|---|
スパッタ | Shield View+ハイスピードカメラ | 発生タイミング、飛散方向、飛散量 | スパッタ低減、条件比較 |
ヒューム | Shield View+ハイスピードカメラ | 発生位置、流れ方、集塵方向 | 集塵条件、保護ガラス汚れ対策 |
アシストガス | Shield View+ハイスピードカメラ | ガスの流れ、乱れ、巻き込み | ガス流量・ノズル条件の検証 |
| 溶融池 | ハイスピードカメラ+高輝度照明 | 溶融状態、湯面挙動、安定性 | 溶接条件の最適化 |
| キーホール | ハイスピードカメラ+高輝度照明 | 形成過程、深さ、安定性 | 溶け込み・欠陥原因の確認 |
スパッタ・ヒューム・アシストガスを可視化する

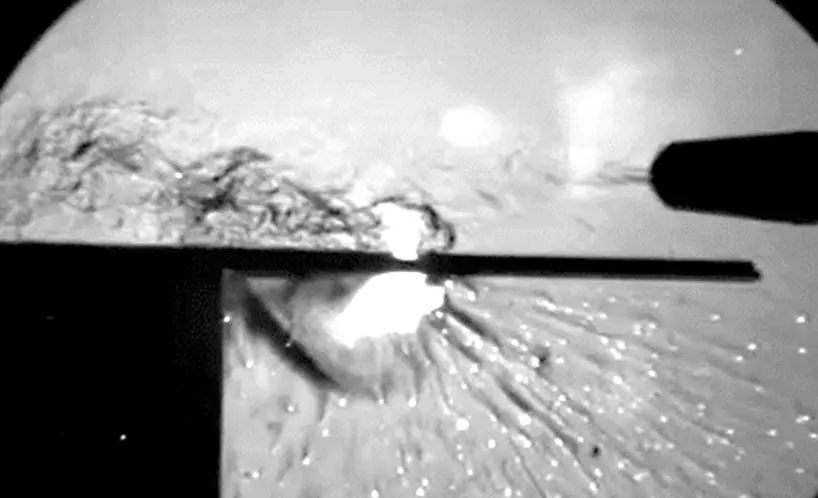
レーザー溶接中のヒュームを可視化した画像
Shield Viewとハイスピードカメラを組み合わせることで、レーザー溶接中に発生するスパッタ、ヒューム、シールドガス・アシストガスの挙動を可視化できます。
これらの現象は、加工品質だけでなく、保護ガラスの汚れ、集塵条件、安全対策にも関係します。しかし、通常は目に見えず、発生の仕方や流れ方を把握しにくい対象です。
可視化することで、スパッタの飛散方向、ヒュームの流れ、ガスの乱れや巻き込みを確認でき、条件変更による違いの比較や原因調査に活用できます。
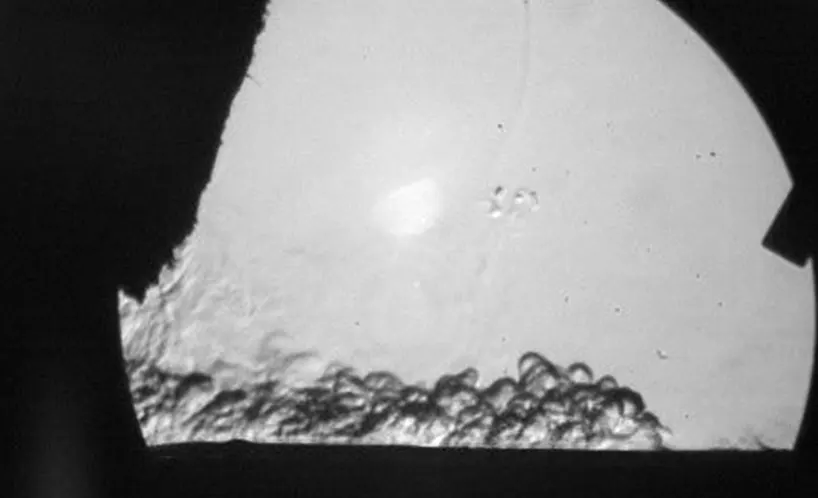
溶融池・キーホールを可視化する

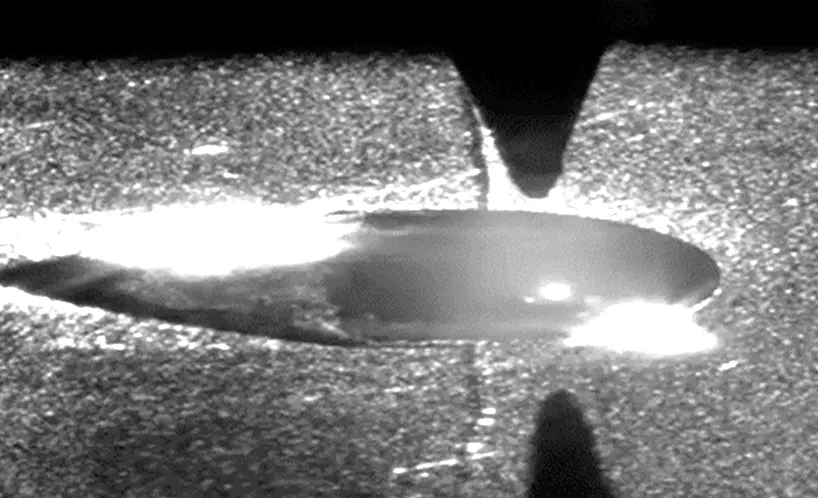
溶融池を可視化

キーホールが形成される様子
ハイスピードカメラと高輝度照明を組み合わせることで、レーザー溶接中の溶融池やキーホールが形成される様子を観察できます。
レーザー溶接では、加工点が非常に明るく、通常の撮影では白飛びしやすくなります。そこで、高輝度照明を用いて適切な撮影条件をつくることで、溶融池の広がり、湯面の乱れ、キーホールの形成や安定性を確認しやすくなります。
これにより、溶け込み状態、湯面挙動、キーホール不安定、欠陥発生の要因を検討できます。
見たい現象によって可視化方法を選ぶ
レーザー溶接の可視化では、見たい現象が何かによって、選ぶべき方法が変わります。
スパッタ・ヒューム・ガス流れのような溶接点周辺の挙動を確認したい場合は、Shield Viewとハイスピードカメラの組み合わせが適しています。
一方で、溶融池・キーホールのような加工点そのものの状態を観察したい場合は、ハイスピードカメラと高輝度照明を組み合わせた構成が有効です。
観察対象に応じて可視化方法を使い分けることで、現象の把握、条件比較、不良原因の検証をより適切に行えます。
レーザー溶接を可視化するメリット
溶融池の可視化
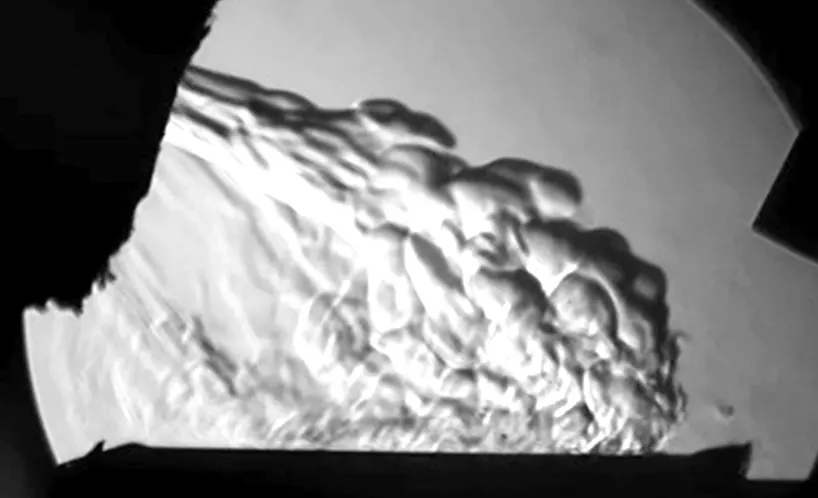
ヒュームの可視化|アシストガスが不適切な条件
※ヒュームが集塵機に効率よく吸引されていない状態
レーザー溶接を可視化することで、加工中に発生している現象を映像として確認できます。条件変更による違いや、欠陥が発生する瞬間を把握しやすくなるため、原因調査や条件出しに活用できます。
プロセスの確認
金属がどのように溶融し、流動し、凝固するのかを映像で確認できます。
欠陥原因の検証
スパッタ、ヒューム、溶込み不足、キーホール不安定など、欠陥につながる現象を確認できます。
条件変更前後の比較
出力、焦点位置、アシストガス、溶接速度などの条件差を比較できます。
エビデンスの獲得
画像解析と組み合わせることで、溶接現象を定性的な観察だけでなく、数値情報として評価できます。
レーザー溶接の可視化事例
ここでは、レーザー溶接中に発生する現象を可視化した事例を紹介します。
レーザー溶接では、溶融池、キーホール、スパッタ、ヒューム、アシストガスの流れなどが短時間で変化します。これらを可視化することで、条件変更による違い、不良発生のタイミング、溶接品質に影響する現象を確認できます。
レーザー溶接中のヒュームの挙動を比較
レーザー溶接中に発生するヒュームの挙動を、条件ごとに比較した事例です。
ヒュームは保護ガラスの汚れやレーザー光の透過、集塵条件に影響するため、発生位置や流れる方向を把握することが重要です。
可視化することで、アシストガスやエアーナイフの条件によってヒュームの流れがどのように変化するかを確認できます。
レーザー溶接の可視化|10,000fpsで撮影と画像解析
ハイスピードカメラを使用し、レーザー溶接中に発生する現象を10,000fpsの高速度撮影で可視化した事例です。
ガルバノスキャナ溶接、ファイバーレーザー溶接、アルミ突合せ溶接など、さまざまな条件のレーザー溶接現象をスーパースロー映像で確認できます。さらに、可視化した映像に画像解析を組み合わせることで、温度解析や速度ベクトルの算出も行えます。
溶接欠陥の原因究明では、目視確認だけでなく、可視化・ハイスピード撮影・画像解析による定量的な評価が有効です。
動画内で紹介している可視化事例
・ガルバノスキャナのレーザー溶接:
ガルバノスキャナを使用したレーザー溶接の様子を高速度撮影し、レーザー照射位置の変化に伴う溶接現象を確認できます。
・ファイバーレーザー溶接(ステンレス鋼):
ステンレス鋼のファイバーレーザー溶接において、溶融状態やスパッタ、加工点周辺の変化をスーパースローで観察できます。
・温度解析:
可視化映像に画像解析を組み合わせることで、溶接中の温度分布や時間変化を評価できます。
・アルミ突合せ溶接の評価:
アルミ突合せ溶接における溶融部の安定性を確認し、条件による溶融状態の違いを評価できます。
溶接中の溶融池を見える化|レーザー溶接
使用した主な構成
ハイスピードカメラ Phantom VEO series を使用し、レーザー溶接中の溶融池や加工点の変化を可視化した事例です。
レーザー溶接では、加工点が非常に明るく、溶融池の広がりや湯面の乱れ、溶け込み状態を通常の目視で確認することは困難です。ハイスピードカメラを用いることで、溶接中に短時間で変化する溶融池の挙動をスローモーションで確認できます。
銅平角線のハイブリッドレーザー溶接やグリーンレーザー溶接、SUSフィラー溶接、レーザーカッティングなど、異なるレーザー加工条件における加工点の状態を比較できます。
動画内で紹介している可視化事例
・銅平角線溶接01 ハイブリッドレーザー溶接:
銅平角線の溶接において、溶融池の形成や湯面の変化を確認できます。ハイブリッドレーザー溶接時の加工点の安定性を観察する事例です。
・銅平角線溶接02 グリーンレーザー:
グリーンレーザーによる銅平角線溶接の様子を可視化した事例です。銅材料に対するレーザー照射時の溶融状態や加工点の変化を確認できます。
・SUSフィラー溶接 ダイオードレーザー:
SUS材のフィラー溶接において、フィラー材の供給と溶融池の関係を観察できます。溶融池の広がりやフィラー材のなじみ方を確認する用途に適しています。
・レーザーカッティング IRレーザー
IRレーザーによるレーザーカッティング時の加工点を可視化した事例です。切断中の発光、溶融金属の動き、加工点周辺の変化を確認できます。
※各事例で使用しているレーザーは、溶接機・加工機側のレーザーです。
カラーハイスピードカメラによる溶接可視化|事例集
使用した主な構成
ハイスピードカメラ Phantom VEO series を使用し、溶接中の現象をカラーで可視化した事例集です。
溶接中は、発光、赤熱、スパッタ、溶融状態などが短時間で変化します。カラー撮影を行うことで、モノクロ画像では判別しにくい発光の色味、赤熱状態、加工点周辺の変化を確認できます。
銅端子のヘアピン溶接、レーザー突合せ溶接、大電流スポット溶接など、複数の溶接現象をカラー映像で観察し、必要に応じてRGB解析により色成分の変化を評価できます。
動画内で紹介している可視化事例
・銅端子のヘアピン溶接:
銅端子のヘアピン溶接をカラーで可視化した事例です。
銅材料の溶接では、発光状態や赤熱の変化が加工状態を確認する手がかりになります。カラー撮影により、溶接中の色味や明るさの変化を確認できます。
・レーザー突合せ溶接:
レーザー突合せ溶接をカラーで可視化した事例です。
突合せ部における発光状態や溶融部の変化を確認することで、接合部の状態や条件差を把握しやすくなります。
・大電流スポット溶接:
大電流スポット溶接をカラーで可視化した事例です。
通電時に発生する発光や赤熱状態を観察することで、加熱の進行や加工点周辺の変化を確認できます。
レーザー溶接で見たい現象に合わせて可視化方法を選びたい方へ
スパッタ・ヒューム・シールドガスの挙動を確認したい場合と、溶融池・キーホールを観察したい場合では、適した撮影方法や機材構成が異なります。
対象とする現象に合わせて、Shield View、ハイスピードカメラ、画像処理ソフトなどを組み合わせた構成をご提案します。
レーザー溶接の画像解析
レーザー溶接の温度を画像から測定
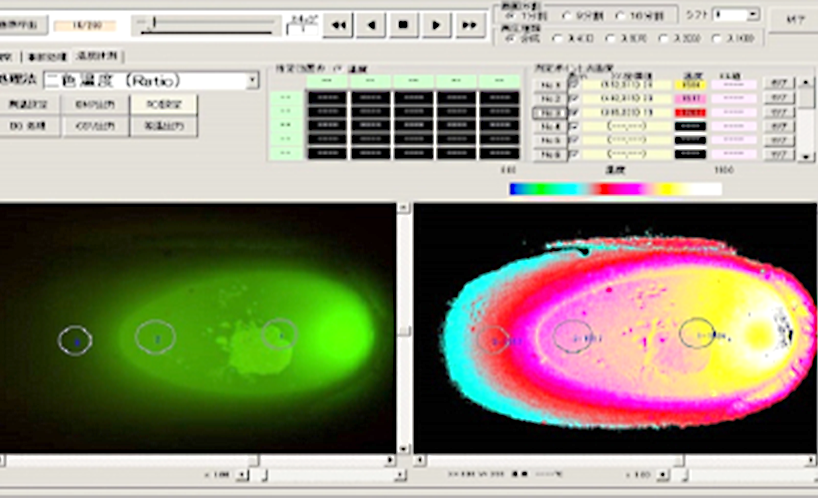
使用した主な構成
可視化撮影された画像を用いることで、溶融金属の温度分布を測定できます。2つの波長における熱放射強度比を利用することで、放射率補正の影響を抑えながら、溶接中の温度変化を非接触で評価できます。
主な特長
- 非接触で温度分布を測定できる
- ハイスピード撮影(10,000fps~)で温度測定ができる
- 放射率補正が不要、異なる材質の温度をまとめて測定できる
- 飛び散るスパッタ、ドロスが冷えていく温度の測定できる
- 窓越し(ガラスやアクリルカーテン)の測定ができる
飛散するスパッタをカウント
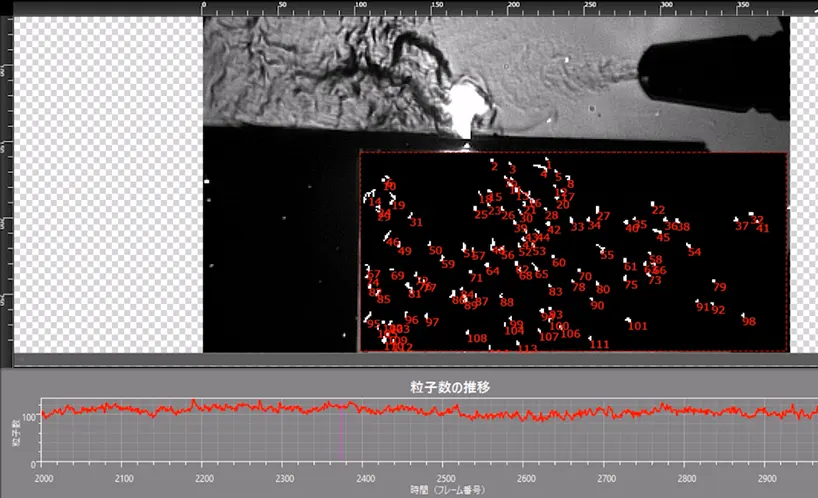
可視化されたスパッタを画像処理で認識し、1画面ごとにカウントできます。時系列で変化するスパッタ数をグラフ化することで、スパッタ発生のタイミングや条件差を把握できます。
ヒュームの流体解析|PIV
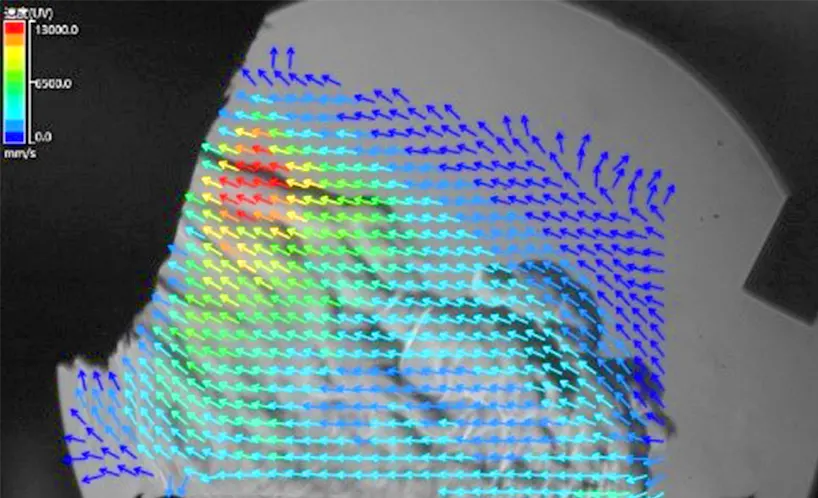
ヒュームの可視化動画からPIV解析を行うことで、速度ベクトルを算出できます。アシストガス条件や集塵条件の違いを、流れの方向や速度として定量的に評価できます。
レーザー溶接に関するよくある質問
-
レーザー溶接とは何ですか?
レーザー溶接とは、レーザー光の高いエネルギー密度を利用して、
材料を局所的に加熱・融解し、接合する溶接方法です。非接触で加工でき、熱影響を抑えながら高精度な溶接が行えるため、
自動車、電池、電子部品、医療機器、精密部品などの製造現場で利用されています。
-
レーザー溶接のメリットは何ですか?
-
主なメリットは以下の通りです。
・熱影響が小さく、歪みや変色が少ない
・高速で安定した溶接が可能
・精密部品への適用が容易
・非接触のため電極摩耗がない
・自動化・ロボット化に適している
高品質かつ省エネルギーな製造プロセスを実現できます。
-
レーザー溶接のデメリットはありますか?
レーザー溶接は高精度な加工が可能な一方で、設備コストが高く、
ワークの位置ずれやギャップ、焦点位置のずれに影響を受けやすいという課題があります。また、レーザー光や反射光への安全対策が必要です。
加工条件によっては、ヒューム、スパッタ、金属蒸気が発生するため、
集塵や保護ガラス汚れへの対策も重要になります。
-
レーザー溶接ではどんな材料を接合できますか?
-
主に鉄鋼、ステンレス鋼、アルミニウム、銅、チタン、ニッケル合金などの金属材料に対応します。
さらに、条件を最適化することで異種金属の接合(例:銅とアルミ)も可能です。
また、YAGレーザーやファイバーレーザーでは、樹脂やセラミックの溶着にも応用されています。
-
レーザー溶接の種類にはどんなものがありますか?
-
主なタイプは次の通りです。
・ファイバーレーザー溶接:最新主流。高効率・高出力でメンテナンス性が高い。
・CO₂レーザー溶接:厚板や高反射材に対応。
・YAGレーザー溶接:精密部品や微細溶接に適する。用途・材質・コストに応じて最適なレーザータイプを選定します。
レーザー溶接ではヒューム対策が必要ですか?
はい。レーザー溶接でも、材料や加工条件によって
ヒューム、金属蒸気、プルーム、スパッタが発生します。ヒュームは作業環境だけでなく、保護ガラスの汚れ、レーザー光の透過、集塵条件、
加工品質にも関係します。そのため、レーザー溶接でもヒューム対策は重要です。ヒュームの発生位置や流れ方を可視化することで、アシストガス、エアーナイフ、
集塵条件の検討に活用できます。
溶接可視化に関連する資料・記事
技術を詳しく知りたい方へ
レーザー溶接中の現象や溶接可視化の考え方を詳しく知りたい方に向けて、基礎資料・実践資料をまとめています。
溶接可視化のメリット、必要なツール、条件比較の考え方を確認したい方におすすめです。

【資料ダウンロード】プレゼンにも使える
「溶接の可視化とは|溶接を可視化するメリットと必要なツールを解説」
「溶接を可視化する」とはどういう事か?何を可視化できる?など可視化の原理やメリット・必要なツールまで解説します。溶接の品質向上、コスト削減につながる”可視化技術”の概要をつかむのに最適です。溶接の可視化 解説資料をダウンロードする

【資料ダウンロード】プレゼンにも使える
「溶接可視化:実践編|最適な溶接条件を最速で見つける!」
溶接可視化の実践編では、レーザー溶接を可視化した例を紹介します。溶接ヒュームの可視化を複数の条件で可視化を行い、最適な溶接条件を検討していきます。実際の現場で行った溶接可視化の事例を把握できます。...最適な溶接条件を見つける!をダウンロードする
【資料ダウンロード】プレゼンにも使える
「溶接可視化:実践編|ブルーレーザー溶接:タフピッチ銅」
「溶接可視化の実践編:ブルーレーザー溶接:タフピッチ銅」では、ブルーレーザー溶接機によるタフピッチ銅の溶接を可視化しています。可視化をすることで条件を変えた際のスパッタの飛散、湯面乱れなど検証できます。...ブルーレーザー溶接:タフピッチ銅 可視化事例をダウンロードする
関連する技術記事
レーザー溶接や溶接中の現象に関連する技術記事をまとめています。ヒューム、スパッタ、シールドガス、ハイスピード撮影、画像解析など、関連する情報もあわせてご覧ください。

【関連記事】
溶接ヒュームとは|発生メカニズムと品質改善につながる可視化技術【技術コラム】
溶接ヒュームとは、金属を溶接するときに発生する極めて微細な粒子(煙状の物質)のことを指します。アーク溶接などで母材や溶接棒が高温にさらされると、金属が一度蒸発し、その後急速に冷えて酸化物となり...「溶接ヒュームとは」の続きを読む

【関連記事】
溶接スパッタとは|発生原因と対策について解説【技術コラム】
溶接スパッタとは、溶接作業中に発生する小さな金属粒子や飛散物のことを指します。これらの粒子は溶接部から飛び散り、周囲の作業環境や製品に影響を及ぼします。...「溶接スパッタとは」の続きを読む

【関連記事】
溶接中のシールドガス|役割と特徴・可視化手法を解説【目的・用途別の可視化技術】
カトウ光研が提案するシールドガスの可視化技術は、強烈なアーク光を取り除き、シールドガスの効果を実際に観察することができます。これにより、ブローホールやスパッタの発生を最小限にする検証が可能です。シールドガスの可視化によって、ガスの最適な流量をダイレクトに確認できます...「溶接中のシールドガス|役割と特徴・可視化手法を解説」続きを読む

【関連記事】
金属3Dプリンタの可視化【目的・用途別の可視化技術】
金属粉末をレーザーで焼結する際の溶融状態を可視化する技術を提案しています。金属粉末材料の違いや積層配合による温度状況を可視化、データ化することで、品質保証の管理を定量化できます...「金属3Dプリンタの可視化」続きを読む

【関連記事】
自動車製造業向け-可視化の提案【目的・用途別の可視化技術】
自動車製造では、研究開発・製造管理・品質管理など多くの工程でコスト低減が求められています。特に自動化の進む塗装や金属プレス、溶接の工程では原因が特定できない不良の発生も多くあり、...「自動車製造業向け-可視化の提案」続きを読む

ハイスピードカメラ-製品ラインナップ
ハイスピードカメラの製品ラインナップ一覧です。人間の目では捉えきれない高速現象を克明に可視化し、解析ソフトウェアを組み合わせることで、様々な物理現象を数値化。ハイスピードカメラは研究開発・生産分野の発展...「ハイスピードカメラ製品ラインナップ」詳細ページ
レーザー溶接の可視化・解析について相談したい方へ
レーザー溶接では、溶融池、キーホール、スパッタ、ヒューム、シールドガス・アシストガスの流れなど、短時間で変化する現象が品質に影響します。
Shield View、ハイスピードカメラ、画像処理ソフト、温度解析、PIV解析などを組み合わせることで、溶接条件の比較、不良原因の調査、可視化データの解析に活用できます。
目次
関連製品

ガラス脈理検査装置FG series
ガラスの脈理を見える化

溶接プロセス可視化Shield View
溶接中のガスを見える化
システムシュリーレンSS series
ガス・衝撃波・超音波を見える化
ハイスピードカメラ
ハイスピードカメラ製品ラインナップ
PIVシステム2D2C
2次元2成分PIVシステム
製品のデモ、お見積りについてなどサポート全般のご紹介。

可視化や画像分析に役立つ計算を行います。

製品のサンプル動画と可視化事例をご紹介しています。