![]()
ガラス脈理(ガラスの品質不良について)
ガラス脈理とは?
ガラス脈理とは、ガラス内部で他と屈折率が異なる部分に生じる、線状や帯状の不均一な部分のことを指します。見た目には均一な素材に見えるガラスも、微細なレベルでは構造は複雑であり、その複雑な構造内で生じるガラス製品の欠陥に分類されます。光学製品の場合、脈理はフレアなどの光学的な欠陥を引き起こす可能性があります。
脈理が生じる物理的背景
ガラスは溶融・撹拌・冷却という一連の工程で製造されますが、この過程で温度や成分の分布が不均一になると、局所的に屈折率が異なる領域が生じます。
この屈折率差が光の通り方を変え、結果として筋状の模様――つまり脈理――が現れます。脈理はガラスの「流動履歴」や「温度勾配」を反映しているとも言え、製造条件を示す指標としても扱われます。
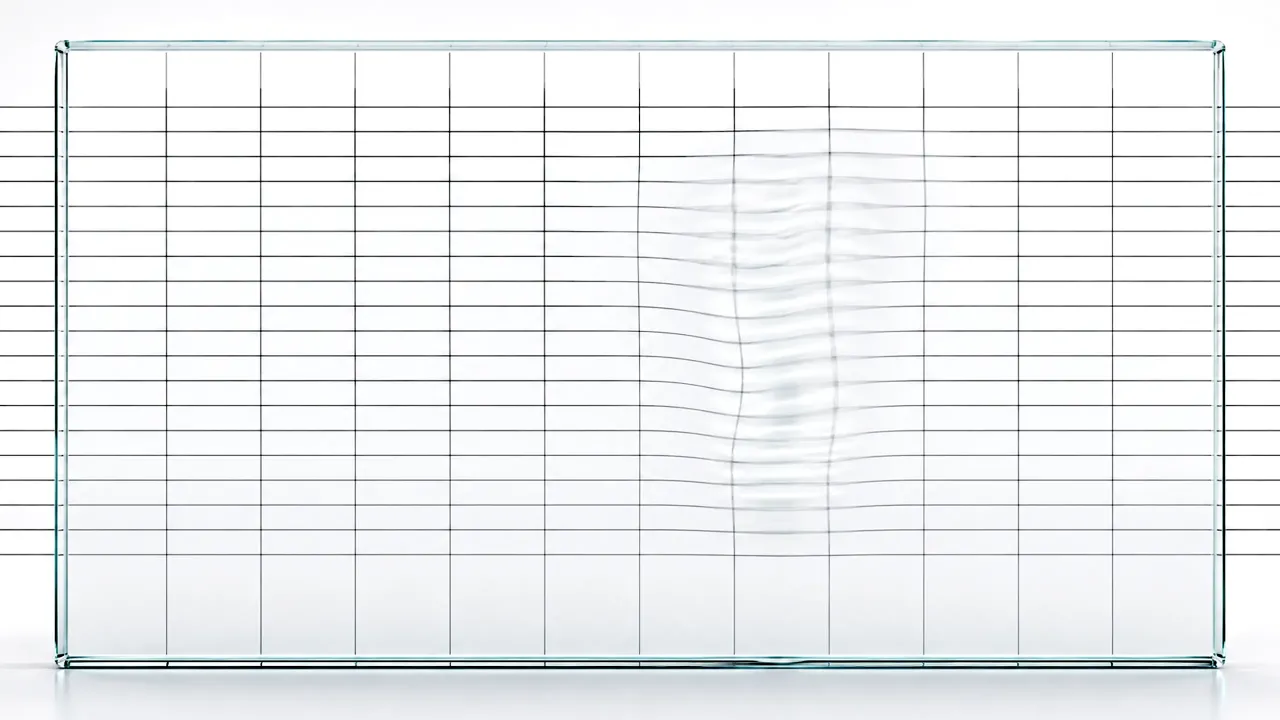
表面がきれいでも内部に脈理が形成される理由
脈理は、ガラスの中に線状や層状の模様として現れます。これは屈折率が異なる部分が連続して存在するため、光がその部分を通過する際に異なる角度で屈折することが原因です。その結果、ガラスの表面には何もないように見えても、内部には微細な模様が形成されています。
ガラス脈理が引き起こす影響
ガラス脈理が存在すると、光が局所的に屈折・散乱するため、
- レンズやプリズムでの像の歪み
- 光量のムラやフレアの発生
- 精密測定用ガラスでの透過誤差
などが生じます。特に光学素子やレーザー用ガラスでは、脈理は製品性能を大きく損なう欠陥となります。
ガラス脈理が現れるメカニズム


ガラス脈理は「屈折率の不均一」から生まれる
ガラス脈理が現れる根本的な原因は、ガラス内部の屈折率がわずかに異なる領域が生じることです。屈折率の差は、主に次の3つの要因――成分差・温度差・密度差――によって発生します。これらの不均一が固化後も残留すると、筋状・帯状の模様(脈理)として可視化されます。
原料の混ざり方の違いが脈理の原因になる
ガラスは、シリカ(SiO₂)を主成分とし、ソーダ、ライム、ホウ酸、アルミナなどの複数の酸化物原料を混合して作られます。この原料が溶融過程で十分に混ざり切らないと、局所的に化学組成の異なる部分が残ります。
- 組成差 → 屈折率の差を生む
- 屈折率差 → 光の通り方を変える
その結果、光学的に筋のような模様が見えるのです。特に溶融温度が低い、または撹拌が不足している場合、組成ムラ由来の脈理が発生しやすくなります。
ガラス脈理は温度ムラからも生じる
溶鉱炉や成形工程での温度分布の不均一も、脈理の主要な要因です。ガラスは温度によって密度と屈折率が変化するため、炉内で温度勾配があると次のような現象が起こります。
- 高温部 → 密度が低く、屈折率が小さい
- 低温部 → 密度が高く、屈折率が大きい
この温度差に起因する屈折率ムラが流動とともに筋状に伸ばされ、冷却によってそのまま固定されると脈理として残ります。
流速の差と冷却速度の差が引き起こす屈折率の不連続
ガラスの成形工程では、溶融ガラスが型内を流動しながら徐々に冷却されます。このとき、流速の違いや冷却速度の差によって粘度変化が生じると、流れ方向に沿って屈折率の不連続が形成されます。
- 流動中のせん断による組成・温度差の伸長
- 冷却時の粘度差による密度分布の固定化
これらの現象によって、ガラス内部に流線状の脈理が形成されます。光学ガラスやレンズブランクなど、冷却制御が厳密な製品ほど、この影響を最小化する必要があります。
なぜガラス不良を検査するのか
内部の屈折率ムラは、像の歪みや透過ムラの原因になることがあります
ガラス脈理は、ガラス内部の屈折率ムラによって発生するため、外観だけでは判断しにくい場合があります。表面にキズや汚れがなくても、内部に屈折率の異なる領域が存在すると、光の通り方が乱れ、光学性能や外観品質に影響を与えることがあります。
また、ガラス製品では脈理だけでなく、気泡、研磨痕、オレンジピール、梨地、異物、ウォーターマークなど、さまざまな不良が発生する可能性があります。これらは発生原因や品質への影響が異なるため、脈理・内部欠陥・表面欠陥・汚れを切り分けて確認することが重要です。
ガラス脈理を含むガラス不良を可視化する方法

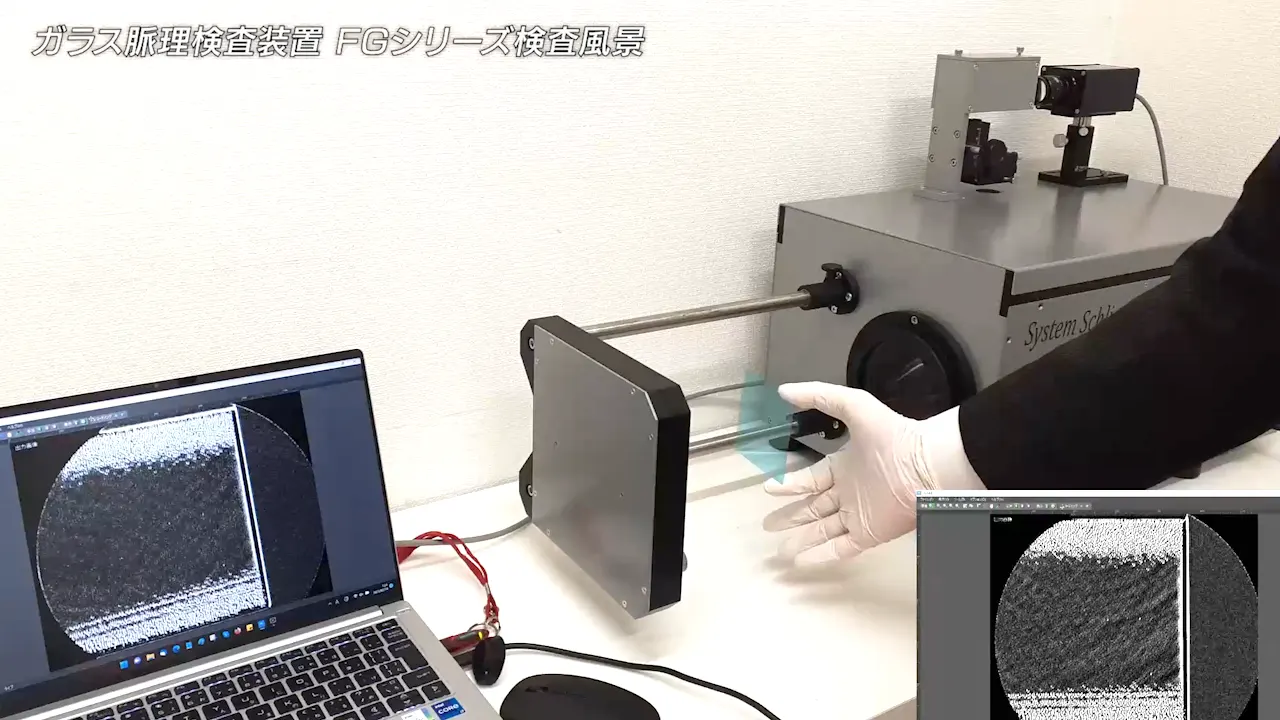
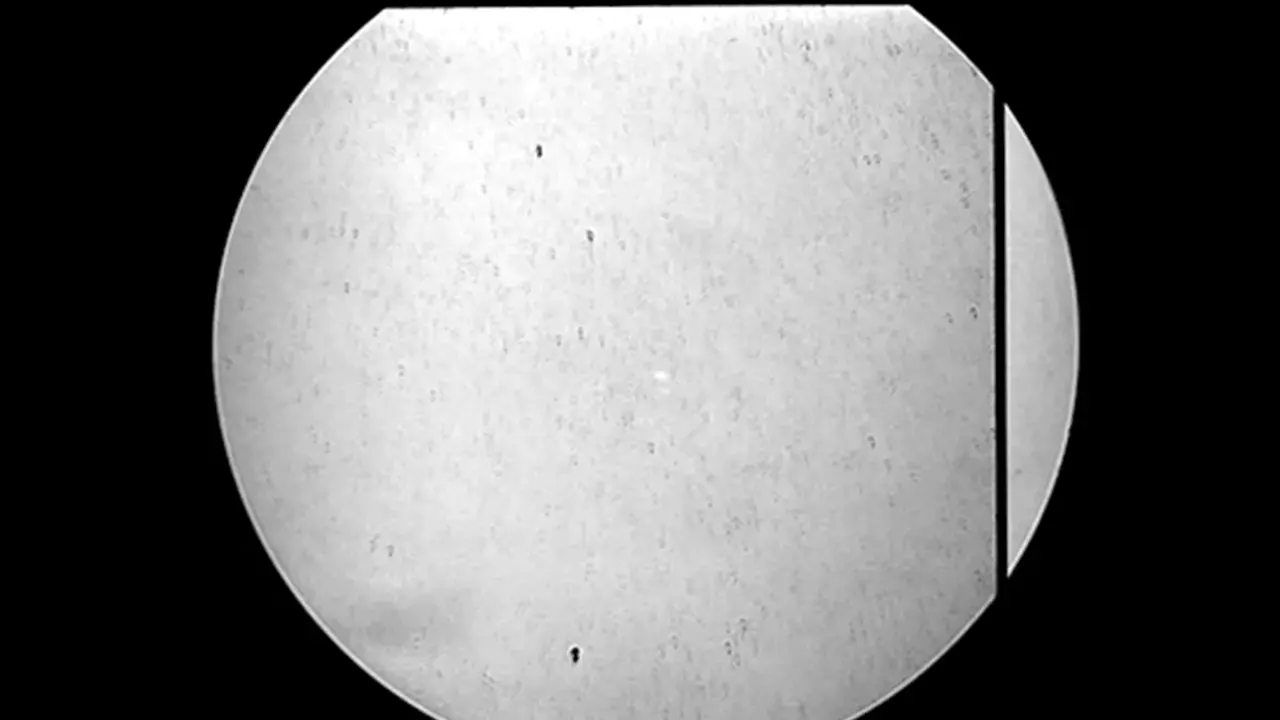
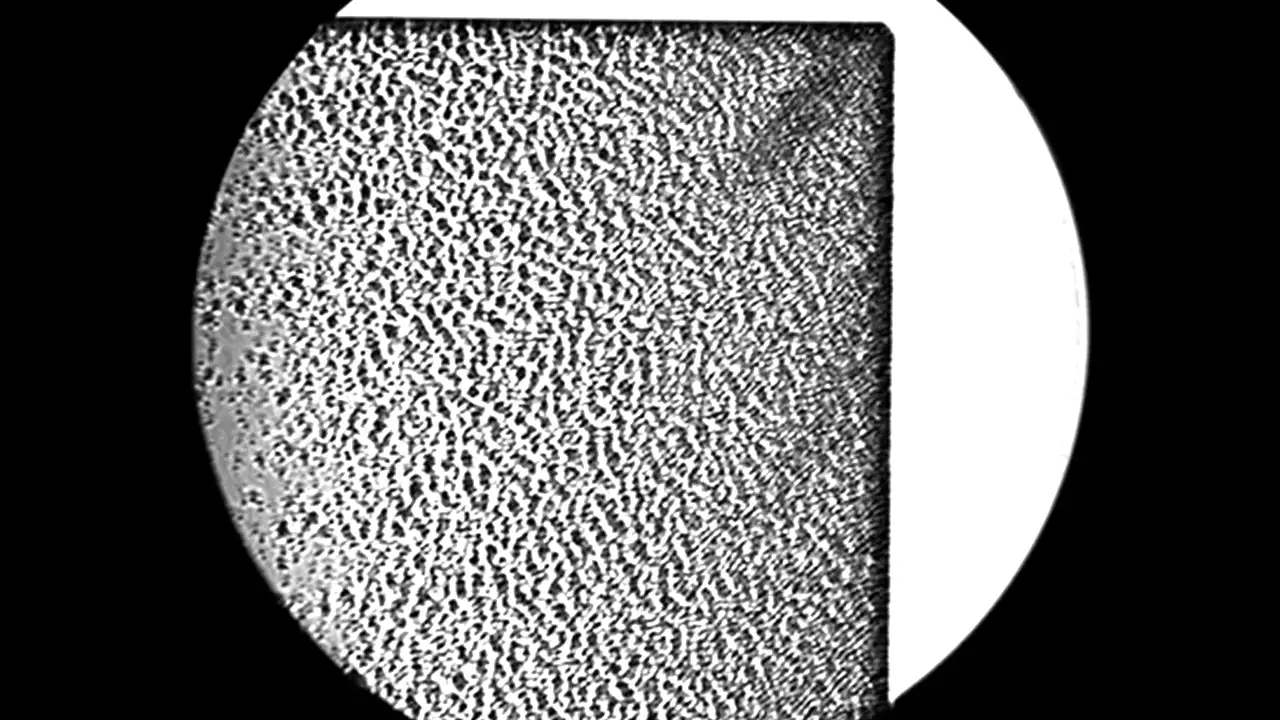
脈理検査風景
ガラス脈理や屈折率ムラは、通常の目視や透過光だけでは判断しにくい場合があります。シュリーレン法を用いることで、光の進行方向のわずかな変化を可視化し、ガラス内部の屈折率ムラや脈理を検出できます。
ガラス脈理検査装置FG seriesでは、ガラス脈理に加え、気泡、研磨痕、オレンジピールなどの確認に活用できます。通常画像と画像処理後の見え方を比較することで、不良の種類や発生状態を把握しやすくなります。
FG seriesで可視化できる主なガラス不良
ガラスの品質評価では、ガラス脈理だけでなく、気泡、研磨痕、オレンジピールなども確認対象になります。
これらは外観上似て見える場合がありますが、発生要因や品質への影響は異なります。ガラス脈理とあわせて確認することで、屈折率ムラ、表面欠陥、内部欠陥、汚れ・異物を切り分けやすくなります。
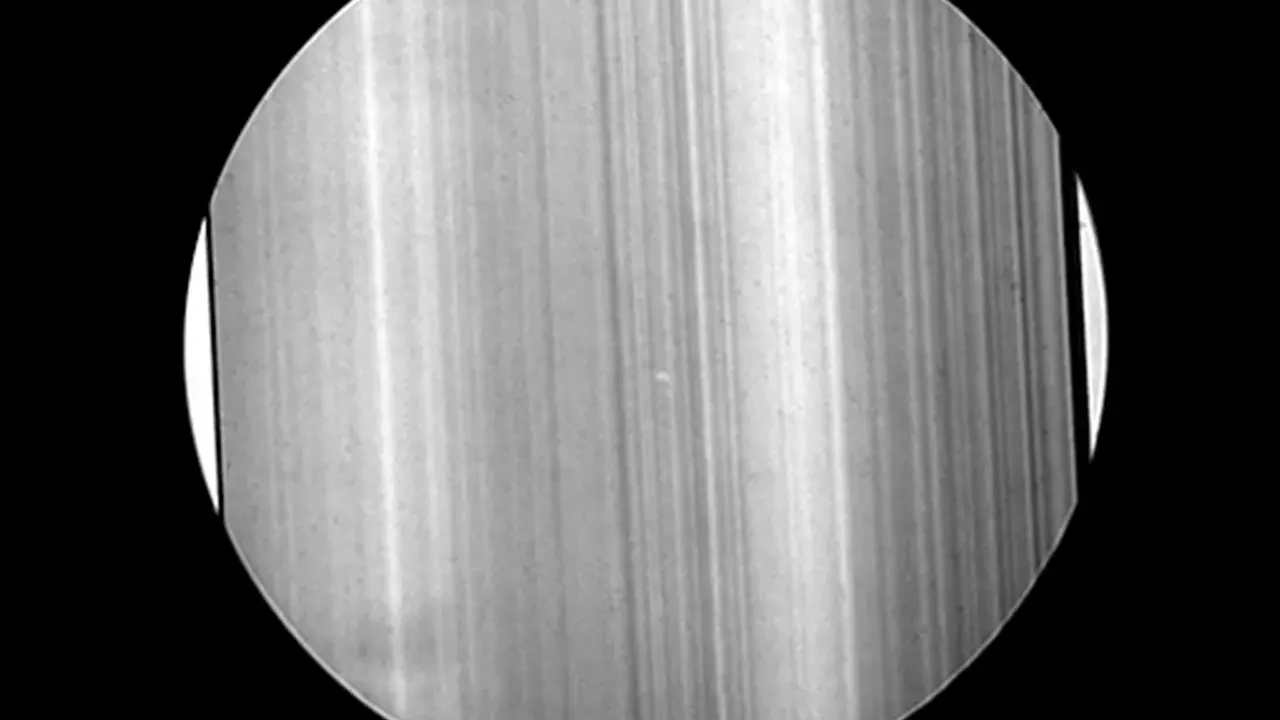
ガラス脈理|屈折率ムラによる筋状・帯状の不均一
ガラス脈理は、ガラス内部の屈折率ムラによって発生する筋状・帯状の不均一です。表面にキズや汚れがなくても、内部の屈折率差によって光の進み方が変わり、像の歪みや透過ムラとして現れることがあります。
FG seriesでは、通常の目視では判断しにくい屈折率ムラや脈理の可視化に活用できます。
気泡|ガラス内部に残る空洞
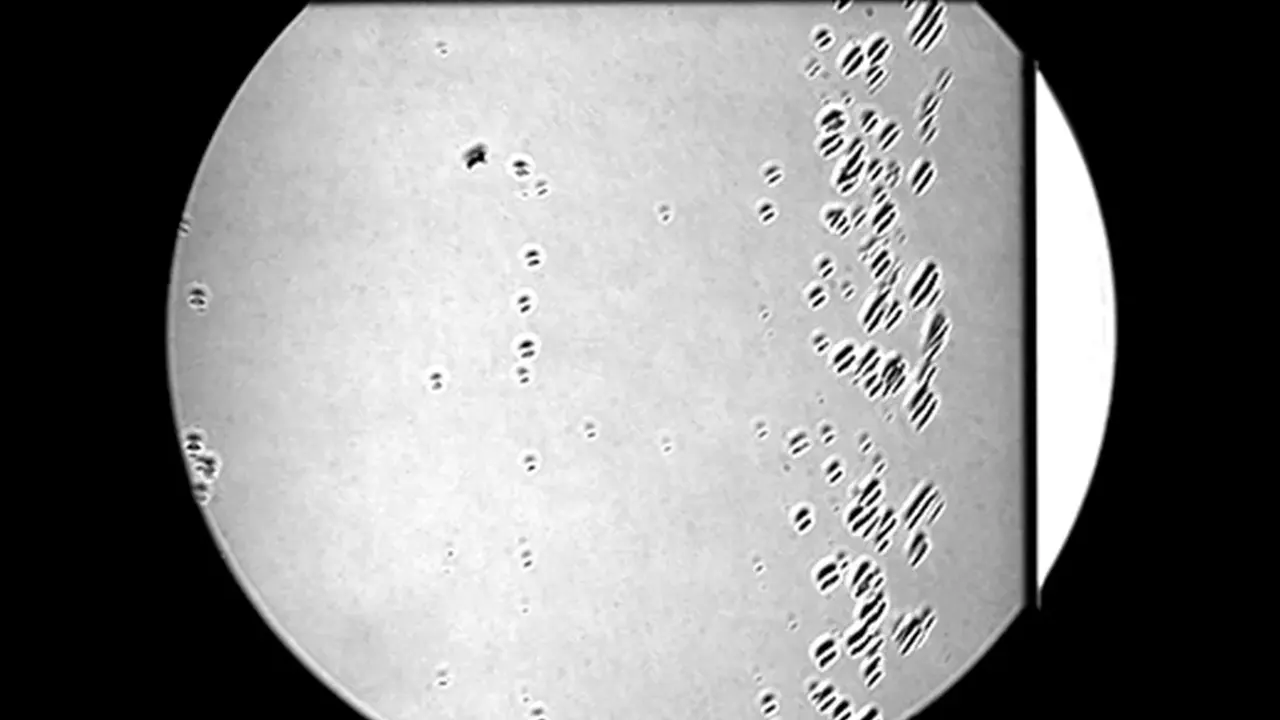
気泡群
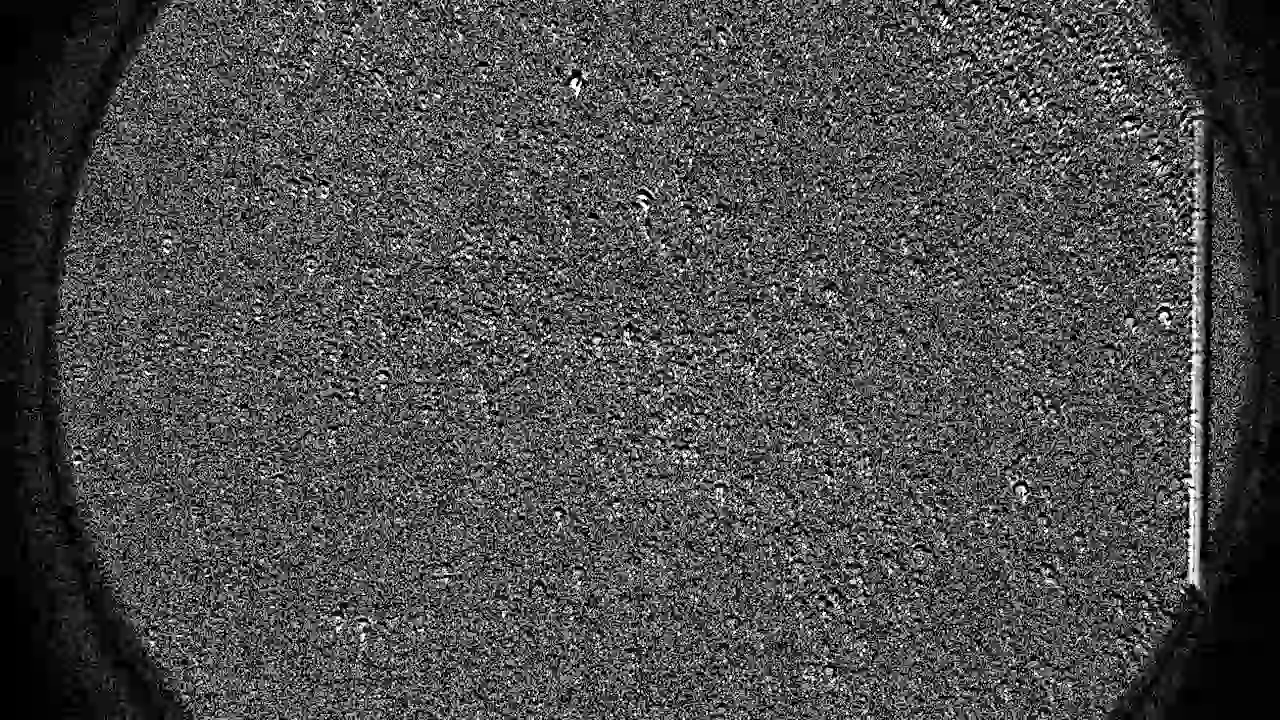
SS Viewerで画像処理した気泡群
気泡とは、ガラス内部に閉じ込められた空気やガスによって生じる小さな空洞です。ガラス脈理が屈折率ムラによって発生するのに対し、気泡は内部に気体が残ることで発生する物理的な内部欠陥です。
FG seriesでは、気泡の位置や分布、画像処理後の見え方を確認することで、点状欠陥や内部欠陥の把握に活用できます。
気泡が発生するメカニズム
ガラスの製造過程では、原料を高温で溶かして液状にします。このとき、原料中に含まれる水分や揮発性成分が熱分解してガス(二酸化炭素、酸素など)を発生し、それがガラス内に残留すると気泡が生じます。
主な発生要因は以下のとおりです。
要因 | 内容 |
|---|---|
原料中のガス発生 | 炭酸塩(Na₂CO₃、CaCO₃など)の分解によりCO₂が発生 |
脱泡不十分 | 溶融温度が低い、または保持時間が短くガスが浮上できない |
粘度の高さ | ガラスの流動性が不足し、気泡が上昇・消滅できない |
| 原料混合不足 | 組成の局所差でガスの抜け道が形成されない |
気泡がもたらす悪影響
気泡はガラスの光学性能・強度・外観品質に大きな影響を及ぼします。
- 光学的影響:
光を反射・散乱し、透過率の低下や像の歪みを引き起こします。特にレンズ・光学窓・ファイバー用途では光路が乱れて性能が著しく低下します。
- 構造的影響:
気泡内部は空洞であるため、外力や熱応力によって割れや破損の起点となることがあります。 - 外観的影響:
点状の白濁や黒点として観察され、装飾・建築ガラスでは審美性を損なう要因となります。
研磨痕|表面加工で生じる微細なキズ
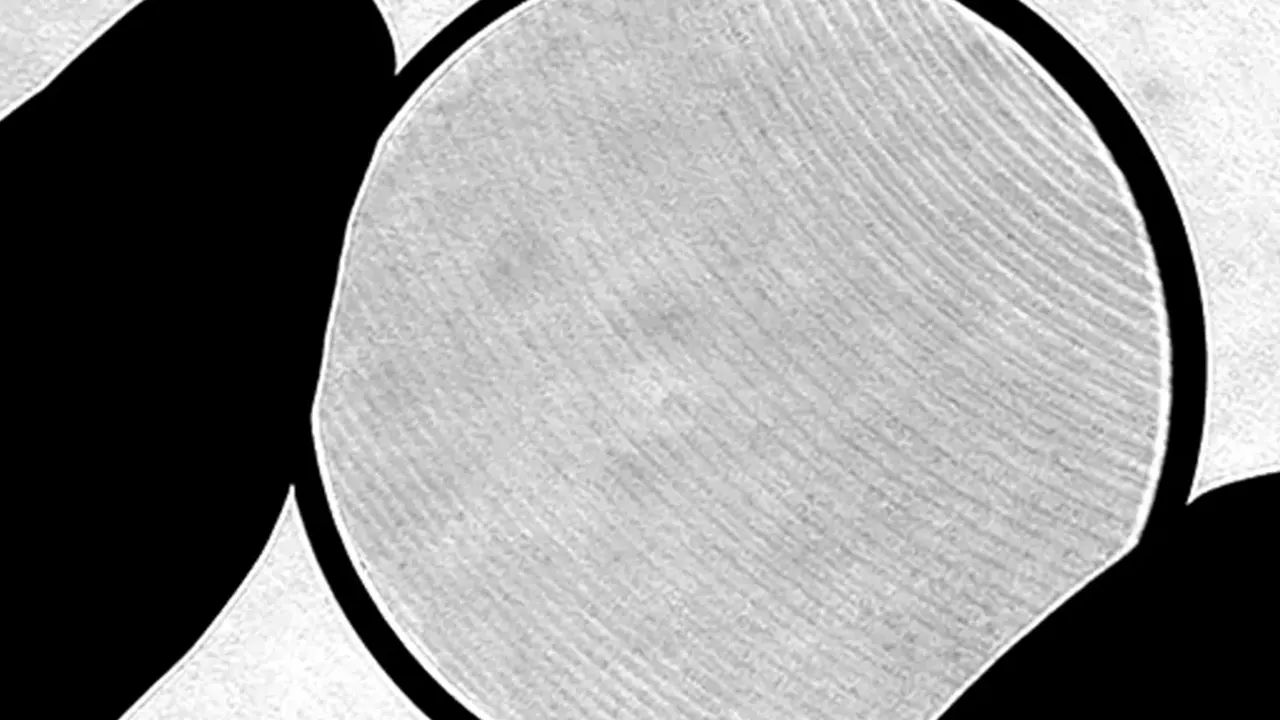
研磨痕(case01)
研磨痕(case02)
研磨痕とは、ガラス表面を研磨・仕上げする際に発生する微細なキズや擦り跡です。研磨材の粒度、研磨圧力、洗浄状態、加工条件などが適切でない場合、線状や円弧状の跡が残ることがあります。
FG seriesでは、通常画像と画像処理画像を比較することで、線状の研磨痕や微細な表面欠陥を確認しやすくなります。
どんなときに研磨痕はできるのか?
研磨工程では、砥粒を含むスラリー(研磨液)を使ってガラス表面を削り、平滑化を行います。しかし、以下のような条件がそろうと、研磨痕が発生します。
要因 | 内容 |
|---|---|
研磨材の粒度が不適切 | 粒度が粗すぎると深いキズが残る |
圧力・速度の偏り | 一部に過度な荷重がかかり、筋状の擦り跡になる |
研磨液・パッドの劣化 | 摩耗や目詰まりで均一な研磨が行われない |
| 異物混入 | 金属粉・ガラス片が混入するとキズを引きずる |
| 洗浄不足 | 研磨後の残渣が乾燥時に表面を損傷させる |
研磨痕が与える影響
- 光学的影響:
微細なキズやうねりが光を散乱させ、透過率や反射特性が低下します。特にレンズ、プリズム、光学窓では迷光やハレーションの原因となります。
- 外観品質への影響:
装飾ガラスや建築用途では、反射面にムラや筋が見えることで審美性が低下します。均一な意匠を求める用途では重大な欠陥と判断される場合もあります。 - 耐久性への影響:
深い研磨痕は応力集中の起点となり、後工程での熱処理や衝撃により割れやすくなります。
研磨痕は、製造工程の最終段階で生じる微細な表面欠陥であり、光学特性や外観品質に直接影響を与える重要な品質指標です。均一な圧力・粒度管理・洗浄工程を徹底することで、研磨痕の発生を最小限に抑えることができます。
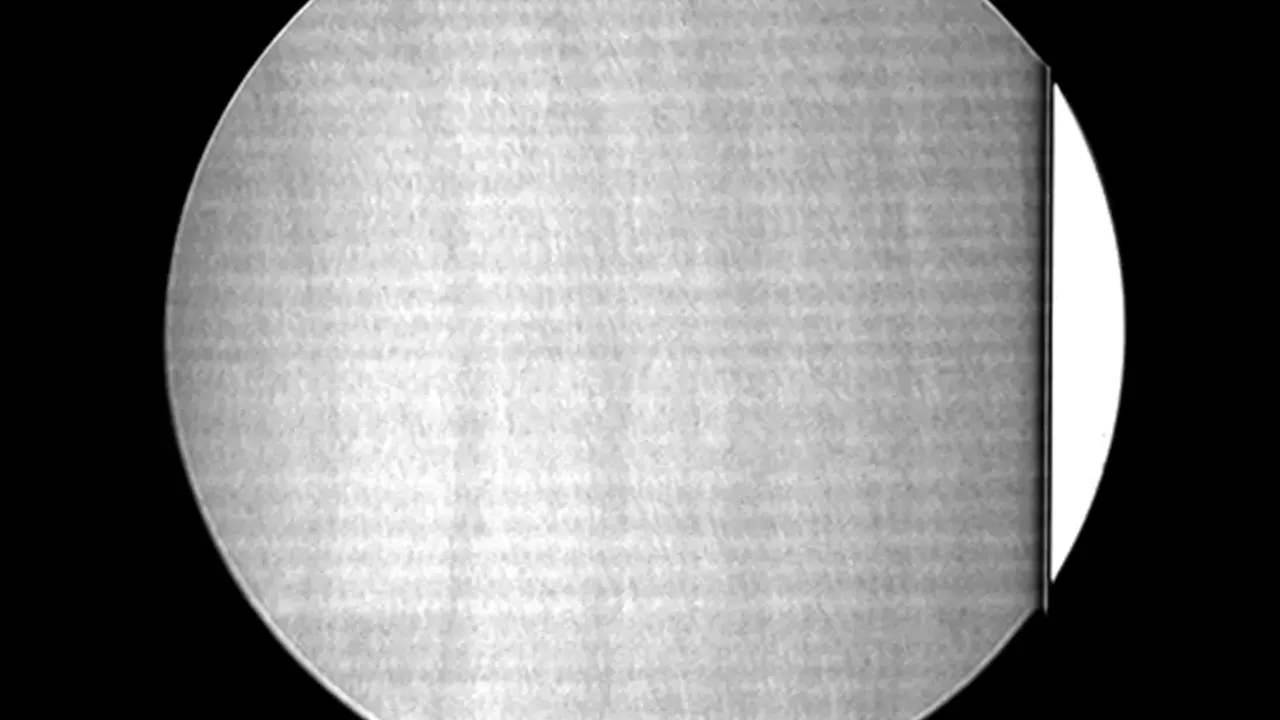
オレンジピール|表面のうねりによる外観不良
オレンジピールとは、ガラス表面に細かな凹凸や波打ち模様が現れる状態です。反射像の歪みや光沢ムラとして現れ、外観品質や光学性能に影響することがあります。
FG seriesでは、ガラス表面のわずかなうねりやムラを可視化し、表面形状の不均一を確認する用途に活用できます。
表面平滑性の乱れによるオレンジピール発生メカニズム
オレンジピールは、表面の平坦性がわずかに乱れることで発生します。
主な原因は以下の通りです。
要因 | 内容 |
|---|---|
成形温度のムラ | 溶融・プレス時の温度差により、表面張力の分布が不均一になる |
冷却速度の不均一 | 急冷によって収縮応力が局所的に異なり、微細な凹凸を形成 |
研磨条件の不安定 | パッド摩耗や研磨圧の変動で、表面仕上げが均一にならない |
| ガラス組成のばらつき | 軟化点の異なる成分が混在し、表面流動が均一に進まない |
| 成形金型の劣化 | 型表面の傷や摩耗が転写され、表面に波打ちが残る |
その他のガラス品質不良
ガラス製品では、上記以外にもさまざまな品質不良が発生することがあります。以下は、ガラス品質評価で確認対象となる代表的な不良です。
なお、検査可否や見え方はサンプル形状、材質、厚み、不良の種類によって異なります。
不良項目 | 概要 |
|---|---|
梨地 | 表面に微細な凹凸が生じ、光が散乱して曇りや白濁として見える状態 |
異物・汚れ | 表面や内部に異物、汚れ、吸着痕などが発生した状態 |
ウォーターマーク | 洗浄・乾燥工程で残る水滴跡や乾燥痕 |
| ストーン | 原料未溶解や炉壁剥離などによる固形異物 |
| ひずみ | 冷却過程の温度差などによって残留応力が生じた状態 |
| クラック | 機械的衝撃や急冷によって発生する亀裂 |
| 表面曇り | 微細キズ、残渣、洗浄不良などによる透明性の低下 |
| 膜厚ムラ | コーティングや薄膜の厚さが不均一な状態 |
ガラス脈理とガラス不良に関するよくある質問
-
ガラスの脈理とは何ですか?
-
ガラスの脈理(みゃくり)とは、内部に生じる筋状・帯状のムラのことです。
成分や温度分布の不均一によって屈折率がわずかに異なる部分ができ、
それが光を曲げて筋のように見えます。
光学ガラスでは、像の歪みや透過ムラを引き起こすため、
重要な品質指標のひとつとされています。
-
脈理と気泡・異物はどう違うのですか?
-
気泡や異物は物理的な混入(空洞・固体)であるのに対し、
脈理はガラスそのものの光学的ムラです。脈理はガラスが連続しており、内部構造に欠損はありません。
透過光やシュリーレン法で観察すると、筋状のゆらぎとして見えるのが特徴です。
-
なぜ脈理が発生するのですか?
-
主な原因は以下の3つです。
1. 成分の不均一(原料が十分に混ざっていない)
2. 温度ムラ(溶融炉や成形時の温度差)
3. 流動・冷却条件のばらつき(粘度差や流速差による伸長)これらが組み合わさると、ガラス内部で屈折率の差が固定化され、脈理として残ります。
-
脈理があると、どんな影響がありますか?
-
光の通り方が乱れるため、以下のような影響が出ます。
・レンズ・プリズムなどでは像の歪みや光量ムラ
・光ファイバーやレーザー部材では伝送効率の低下
・照明カバーや装飾ガラスでは見た目のムラ・反射の乱れ用途によっては致命的な品質問題となる場合があります。
-
脈理は除去できますか?
-
完全に除去することは難しいですが、
製造条件を最適化することで発生を最小限に抑えることは可能です。具体的には、溶融温度や撹拌条件の安定化、冷却速度の制御、原料純度の管理などが効果的です。
また、検査によって早期に検出することで、工程内での品質改善につなげることができます。
-
脈理を目視で確認することはできますか?
-
厚みのある透明ガラスであれば、
強い光を透過させることでうっすらとして筋や帯状のムラを確認できる場合があります。
ただし、肉眼では微細な屈折率差を正確に判断することは難しく、
光学検査装置による観察が推奨されます。
-
ガラス脈理検査装置FG seriesは、脈理以外の不良も確認できますか?
-
はい。FG seriesは、ガラス脈理だけでなく、
気泡、研磨痕、オレンジピールなど、さまざまなガラス不良の確認に活用できます。
検査対象によって見え方が異なるため、
サンプルや目的に合わせて撮影条件や画像処理条件を調整します。
ご検討中の実験対象や現象に合わせて、
可視化・解析方法をご提案します
ガラス脈理、気泡、研磨痕、オレンジピールなどの不良は、外観だけでは判断しにくく、
内部欠陥・表面欠陥・汚れ・異物を切り分けにくい場合があります。
ガラス脈理検査装置「FG series」では、通常画像と画像処理後の見え方を比較することで、
不良の種類や発生状態を確認しやすくなります。
「自社のガラス不良が可視化できるか知りたい」「脈理と気泡・異物の違いを確認したい」
「サンプル条件による見え方を比較したい」など、
確認したい内容が明確に固まっていない段階でもご相談いただけます。
まずは技術相談、またはカタログダウンロードからお気軽にご利用ください。
目次
関連製品

ガラス脈理検査装置FG series
ガラスの脈理を見える化

溶接プロセス可視化Shield View
溶接中のガスを見える化
システムシュリーレンSS series
ガス・衝撃波・超音波を見える化

ハイスピードカメラ
ハイスピードカメラ製品ラインナップ
PIVシステム2D2C
2次元2成分PIVシステム
製品デモ、お見積り、導入後のサポートについてご案内します。

可視化や画像解析に役立つ計算を行います。

製品のサンプル動画と可視化事例をご紹介しています。